




アクリロニトリルブタジエンスチレン切削加工品
- プラスチック加工品例 -
アクリロニトリルブタジエンスチレン切削加工品
【アクリロニトリルブタジエンスチレン切削加工品】

【アクリロニトリルブタジエンスチレン切削加工品】
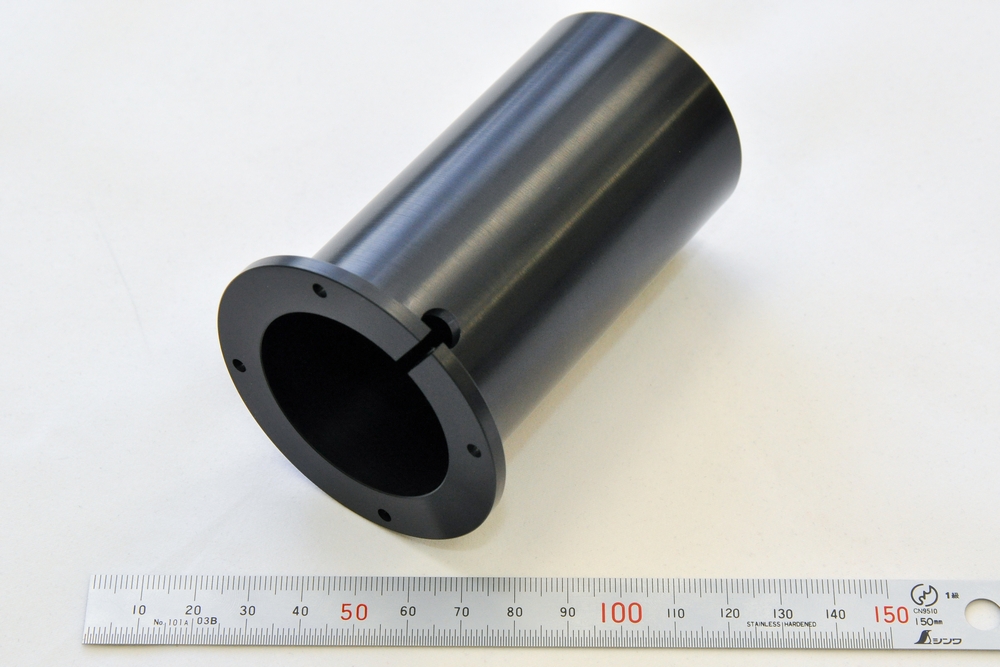
アクリロニトリルブタジエンスチレン切削加工品です。
外寸は外径φ64mm×全長96mm。
黒アクリロニトリルブタジエンスチレン(黒ABS樹脂)の丸棒から旋盤での切削加工で製作しています。
外側に段をつけ、内側を彫り込んでいます。
また、その口元にマシニングセンターで丸穴を開け、同時に切れ込み溝を入れています。
(※これまで作ったアクリロニトリルブタジエンスチレン切削加工製品の画像はこちら → アクリロニトリルブタジエンスチレン切削加工品)
(※詳しい素材情報はこちら → ABS樹脂(アクリロニトリルブタジエンスチレン))
[ ABS樹脂ABS樹脂マシニング加工ABS樹脂切削加工ABS樹脂加工ABS樹脂旋盤加工ABS樹脂精密切削加工アクリロニトリルブタジエンスチレンアクリロニトリルブタジエンスチレンマシニング加工アクリロニトリルブタジエンスチレン切削加工アクリロニトリルブタジエンスチレン旋盤加工アクリロニトリルブタジエンスチレン精密切削加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック旋盤加工プラスチック精密切削加工マシニング加工切削加工旋盤加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂旋盤加工樹脂精密切削加工溝加工穴あけ加工精密切削加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


