




ポリアセタール(POM)5軸切削加工|多方向穴・タップ加工部品
- プラスチック加工品例 -
ポリアセタール(POM)5軸切削加工|多方向穴・タップ加工部品
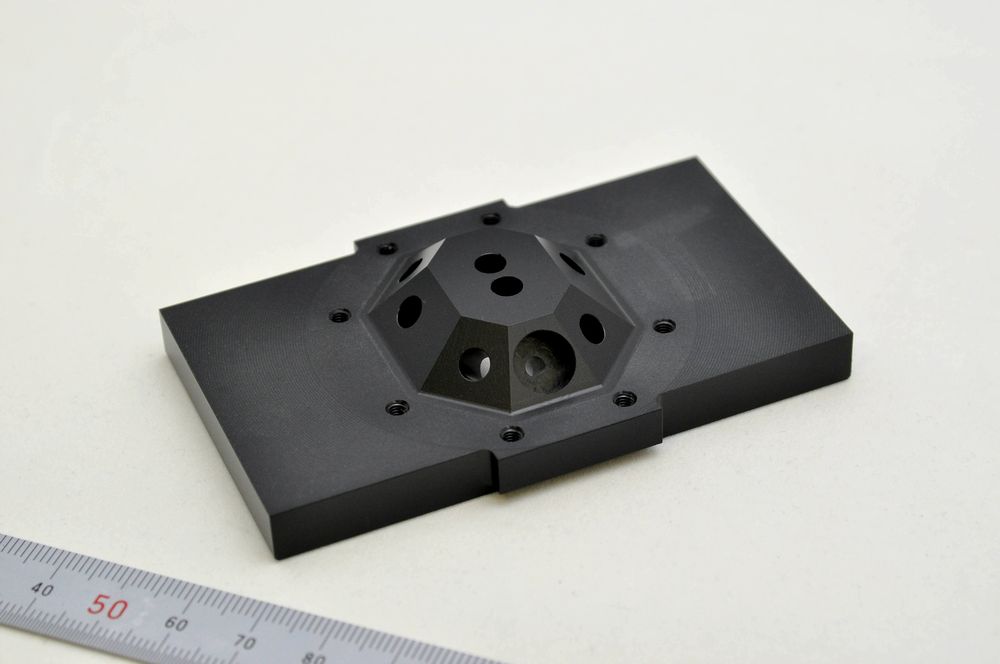
ポリアセタール(POM)板材から、2D図面をもとに3D形状化し、同時5軸制御マシニングセンターで多方向穴・M3/M4タップ加工部品を高精度に仕上げた事例です。
この記事の要点
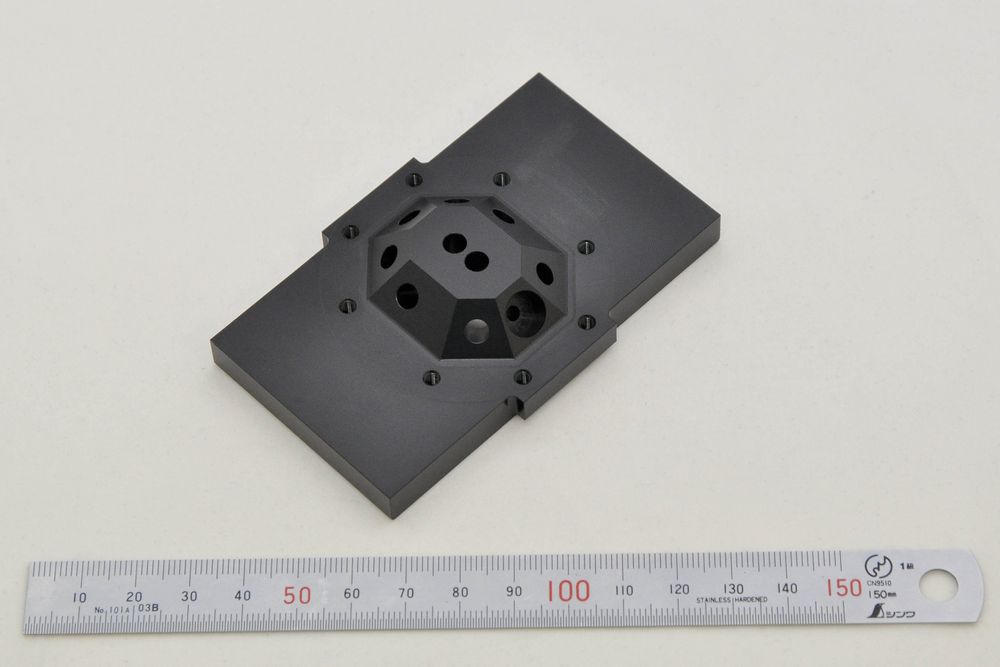
- ポリアセタール(POM)板材から、外形56×89×厚さ17mmの特注精密部品を製作した事例です。
- 支給された2D図面をもとに3D形状へ展開し、同時5軸制御マシニングセンターで一貫加工しています。
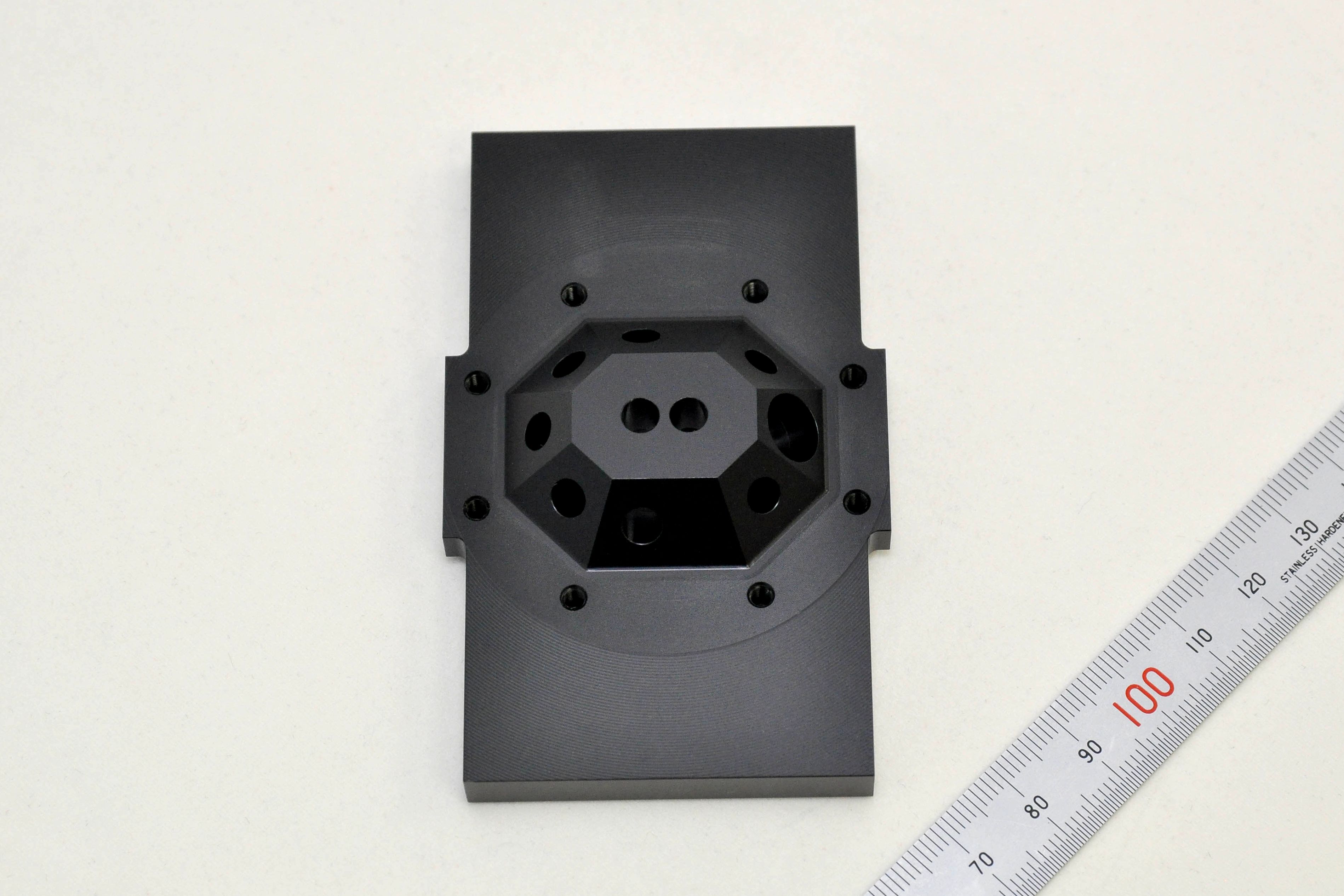
- 8個の角度付き面と多方向穴加工、さらに表M3タップ8個・裏M4タップ2個を高精度に仕上げています。
- 低吸水・耐摩耗・寸法安定性に優れるPOMの特性を活かし、機構部品・摺動部品・位置決め部品に適した加工内容です。
- 関連情報として、ポリアセタール加工一覧、5軸切削加工一覧、3次元マシニング加工一覧、ポリアセタール素材情報もご覧ください。
| 項目 | 内容 |
|---|---|
| 素材 | 黒色ポリアセタール(POM)板材 |
| 外形寸法 | 56mm×89mm×厚さ17mm |
| 図面支給 | 2次元CADデータ支給をもとに、当社で3次元CADデータを作成 |
| 加工内容 | 外形加工、8個の角度付き面の削り出し、多方向穴加工、表M3タップ8個、裏M4タップ2個 |
| 加工設備 | 同時5軸制御マシニングセンター |
| 仕上げ・検査 | 精密バリ取り、糸面取り、寸法検査、外観検査 |
▶ これまで作ったポリアセタール加工製品は、ポリアセタール加工の事例一覧ページをご覧ください。
▶ 詳しい素材情報は、ポリアセタール(デルリン,ジュラコン,POM)でご確認いただけます。
5軸切削加工による多方向穴・タップ加工部品の製作内容
本製品は、黒色ポリアセタール(POM)板材から、外形寸法56mm×89mm×厚さ17mmの特注精密部品を製作した事例です。客先から支給された2次元CADデータをもとに3次元CADデータを作成し、同時5軸制御マシニングセンターで一貫して加工しました。
外形加工・8個の角度付き面の削り出し・各面への穴加工を行い、表からM3タップ8個、裏からM4タップ2個を仕上げました。最後に精密バリ取り・糸面取りを施し、寸法検査と外観検査を経て出荷しています。
POM 5軸切削加工部品における工程設計の要点
- 支給2D図面を3D化し、角度面・穴位置・ねじ位置の基準を整理します。
- 基準面と外形を先に加工し、後工程の位置精度を安定させます。
- 同時5軸制御を活用して持ち替え回数を最小限に抑え、段取り誤差の累積を防ぎます。
- 角度面ごとに工具を使い分け(フラットエンドミル・ボールエンドミル)、形状精度と面品位を両立します。
- 最終でバリ取り・糸面取り・全数検査を行い、外観と組付け性を仕上げます。
ポリアセタールの5軸切削加工で注意すべきポイント
- 切削熱の管理:POMは熱伝導率が低く発熱が蓄積しやすいため、切削速度と送り量の適切な設定が面品位と寸法精度を左右します。
- 工具選定:シャープな刃先形状の工具を使用し、摩耗による溶着やバリ発生を抑えます。
- 固定方法:5軸加工では治具・クランプの設計が精度を直接左右します。変形・びびりを起こさない固定が不可欠です。
- 切りくず排出:POM特有の長い切りくずは噛み込みやすいため、エアブローや適切な切削条件で確実に排出します。
- ねじ加工の安定化:下穴精度と入口面取りを整えることで、欠けやねじ山不良を防ぎます。
ポリアセタール(POM)の特徴
本製品には、黒色のポリアセタール(POM)板材を使用しています。POMは正式名称をポリオキシメチレン(Polyoxymethylene)といい、寸法安定性・耐摩耗性・切削加工性のバランスが良く、機構部品や摺動部品で広く使われる代表的なエンジニアリングプラスチックです。
POMには大きく分けて2種類あります。ホモポリマー(POM-H)はデルリン®(DuPont社)の名で知られ、強度・剛性に優れます。コポリマー(POM-C)はジュラコン®(ポリプラスチックス社)の名で知られ、バランスの良さで選ばれることが多い素材です。
素材の種類・バリエーション・詳しい特性については、ポリアセタール(デルリン・ジュラコン・POM)素材解説ページもあわせてご覧ください。
ポリアセタール(POM)の特性と優位性
- 低吸水で寸法安定性が高い – 吸水率が約0.2%と非常に小さく、湿度変化の影響を受けにくいため、精密加工部品に向いています。
- 耐摩耗性・自己潤滑性に優れる – 摩擦係数が低く、潤滑油なしでも安定した動作を維持できるギア・ガイド・機構部品向きの素材です。
- 切削加工性が良好 – 穴あけ・フライス・タップ加工が安定して行いやすく、複雑形状でも高精度な仕上がりを得やすい樹脂です。
- 機械強度と剛性のバランスが良い – 圧縮・曲げ・引張に均等に強く、金属代替部品の候補として選ばれやすい素材です。
- 油類・燃料への耐性がある – 有機溶剤・オイル・グリースに安定していますが、強酸・強酸化剤の環境には不向きです。
ポリアセタールの主要特性(物性値)
| 物性項目 | 単位 | POM-H (デルリン系) |
POM-C (ジュラコン系) |
試験規格 |
|---|---|---|---|---|
| 密度 | g/cm3 | 1.42 | 1.41 | ISO 1183-1 |
| 吸水率 | % | 0.2 | 0.2 | ISO 62 |
| 引張強さ(降伏) | MPa | 75 | 67 | ISO 527 |
| 引張弾性率 | MPa | 3,200 | 2,800 | ISO 527 |
| ノッチ付衝撃強さ | kJ/m2 | 10 | 6 | ISO 179 |
| 荷重たわみ温度(1.8 MPa) | ℃ | 約110-120 | 約110 | ISO 75-2 / ASTM D648 |
| 融点 | ℃ | 175 | 165 | ISO 11357-3 |
| 連続使用温度(長期最大) | ℃ | 約85 | 約100 | メーカー公開値 |
※ POM-H はSustarin H(Rochling/Curbell PDFデータシート)、POM-C はSmiths Metal Centres / WHM datasheet(ISO試験準拠)の代表値です。HDTはISO 75-2(約110℃)とASTM D648(POM-H約117℃)で差が出る場合があります。連続使用温度(長期最大)は引張強さが50%低下するまでの熱的目安値。設計判断には各材料メーカーのデータシートをご確認ください。
ポリアセタール(POM)と他樹脂・金属材料の比較
POM(ポリアセタール)と、汎用エンプラ4種(HDPE・PA6・PET・PBT)および金属素材2種(アルミニウム合金・SUS304)を比較します。
| 材料 | 密度 g/cm3 |
引張強さ MPa |
吸水率 % |
連続使用 温度 ℃ |
切削加工性 | コスト指数 (目安) |
主な特徴 | 加工事例 |
|---|---|---|---|---|---|---|---|---|
| POM 本製品素材 |
1.41-1.42 | 67-75 | 0.2 | H:約85 C:約100 |
◎ 優秀 | 中 | 精密機構・摺動部品向き | POM切削加工事例一覧 |
| HDPE 高密度ポリエチレン |
0.95 | 約25 | <0.01 | 約80 | ○ 良好 | 低 | 耐薬品・低負荷向き | PE切削加工事例一覧 |
| PA6 6ナイロン |
1.14 | 約80 | 3.0 | 約85 | ○ 良好 | 中 | 靭性・吸水注意向き | PA6切削加工事例一覧 |
| PET ポリエチレンテレフタレート |
1.38 | 約85 | 0.3 | 約115 | ○ 良好 | 中 | 高剛性・寸法安定向き | PET切削加工事例一覧 |
| PBT ポリブチレンテレフタレート |
1.31 | 約55 | 0.25 | 約110 | ○ 良好 | 中 | 電気・絶縁部品向き | PBT切削加工事例一覧 |
| Al合金 金属素材 |
2.70 | 約310 | – | 高い | ◎ 優秀 | 高 | 高強度・軽量向き | – |
| SUS304 金属素材 |
7.93 | 520以上 | – | 高い | △ やや難 | 高 | 耐食・高強度向き | – |
※ 樹脂材は各メーカー公開技術データおよびISO試験規格に基づく代表値。POM連続使用温度はH(ホモポリマー)約85℃、C(コポリマー)約100℃。PA6の吸水率は50%RH平衡値の代表値。Al合金は6061-T6系、SUS304はJIS G4304規格値を参照した参考値。コスト指数は材料・加工費の相対目安で、グレード・数量・加工難易度により変動します。
この比較から見えるPOMの優位点:
- PA6より吸水の影響が大幅に小さく(0.2% vs 3.0%)、湿度変化のある環境でも寸法安定性に優れた精密部品として使いやすいです。
- HDPEより引張強さ・剛性が高く(約67-75 MPa vs 約25 MPa)、治具・機構部品など負荷がかかる用途に対応できます。
- PETやPBTより摺動用途との相性が良く、自己潤滑性を活かしたギア・ガイド・カム部品での長寿命設計に向いています。
- アルミやSUS304の約1/5~1/2の軽さで、軽量化・防錆化・コスト削減に貢献します。
- 汎用樹脂より高性能、金属より軽くて加工しやすい中間特性が、幅広い機械部品に採用されやすい理由です。
ポリアセタールの長所・短所
| 長所 | 短所 |
|---|---|
| 低吸水で寸法安定性が高い 吸水率が約0.2%と低く、精密切削部品に向いています。 |
耐候性はあまり高くない 屋外長期使用や直射日光にさらされる用途では再検討が必要です。 |
| 耐摩耗性・自己潤滑性が良い 潤滑なしで使える可動部品やガイド部品に向いています。 |
強酸・強酸化剤に弱い 塩酸・硫酸などの強酸環境では劣化します。薬液環境は事前確認が必要です。 |
| 切削加工性に優れる 穴あけ・フライス・タップ加工を安定して行いやすく、精密形状も出しやすいです。 |
接着・塗装向きではない 表面エネルギーが低く、接着や塗装には事前処理や工夫が必要です。 |
| 金属より大幅に軽い アルミの約1/2、SUSの約1/6の密度で、軽量化や防錆化に役立ちます。 |
高温連続使用に限界がある 長期連続使用の上限はPOM-Hで約85℃、POM-Cで約100℃。高温用途では他材も要検討です。 |
※ 上記は一般的な未強化POMグレードの傾向です。特定の環境・条件に応じた素材選定は、当社または材料メーカーにご相談ください。
ポリアセタール切削加工で起こりやすい課題と対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 面荒れ・溶け | 切削熱の蓄積・条件ミスマッチ | 切削速度・送り量・工具負荷を適切に設定し、発熱を抑えます。 |
| バリが多い | 工具摩耗・刃先の切れ味不足 | 工具の選定・交換管理と精密バリ取り・糸面取り仕上げで整えます。 |
| 穴位置・角度のズレ | 基準取り・段取り誤差の累積 | 3D CAD/CAMと同時5軸加工でワーク基準を統一し、段取り回数を最小化します。 |
| ねじ不良(欠け・不整) | 下穴精度の不足・切りくず噛み込み | 下穴径・面取り・タップ条件を最適化し、安定したねじ山を確保します。 |
| 寸法ばらつき | 固定不足・発熱による変形 | 治具設計の最適化と全数寸法検査で安定した仕上がりを確保します。 |
※ 角度面が多い形状・多方向に穴やねじが入る複合形状部品でも対応実績があります。
角度面が多い部品や多方向に穴・ねじが入る部品でも図面段階からご提案できます。まずは図面をご支給ください。
ポリアセタール(POM)切削加工部品が活躍する分野
POMは切削加工で精度を出しやすく、摺動・位置決め・軽量化が求められる部品で活躍します。当社は1個からの試作・小ロット生産に対応しているため、試作・開発段階の評価部品にも使いやすいのが強みです。
主な使用分野
- 産業機械・設備分野:ガイド・ストッパー・カム・ブロックなど、可動部まわりの機構部品
- 搬送・治具分野:位置決めブロック・当て治具・摩耗対策部品など
- 設備部品・金属代替分野:アルミやSUSからの軽量化・防錆化を目的とした置き換え部品
- 試作・開発分野:本製品のような特注精密加工部品の単品・小ロット製作、評価部品
ポリアセタール(POM)切削加工のよくある質問(FAQ)
Q1. ポリアセタールはどんな部品に向いていますか?
A1. 摺動部品・機構部品・位置決め部品などに向いています。耐摩耗性と寸法安定性のバランスが良い素材です。
Q2. この事例のような角度面が多い形状でも加工できますか?
A2. 対応可能です。同時5軸制御マシニングセンターを活用し、複数の角度面や多方向穴加工を高精度に仕上げます。
Q3. 2D図面しかなくても依頼できますか?
A3. はい、可能です。支給2D図面をもとに当社で3D形状を検討し、CAMプログラムまで一貫して作成できます。
Q4. 3Dデータがある場合は、そのまま使えますか?
A4. はい。STEPなどの3Dデータがあれば、形状確認や工程設計をよりスムーズに進められます。
Q5. POMにはホモポリマーとコポリマーの違いがありますか?
A5. あります。POM-H(ホモポリマー、デルリン®など)は引張強さ・剛性が高め、POM-C(コポリマー、ジュラコン®など)は総合バランスの良さで選ばれます。
Q6. POMは精密加工に向いていますか?
A6. 向いています。吸水率が低く寸法安定性に優れるため、穴・外形・ねじといった精密加工での採用実績が多い素材です。
Q7. タップ加工はどの程度まで対応できますか?
A7. 形状や肉厚によりますが、M3・M4程度のねじ加工は多くの実績があります(本製品ではM3×8個・M4×2個)。条件に応じて最適な方法をご提案します。
Q8. 黒色POM以外の色やグレードも扱えますか?
A8. 対応可能です。白・黒のほか、食品グレード・帯電防止グレードなどのご相談も可能です。
Q9. 小ロットや単品試作でもお願いできますか?
A9. はい、1個から対応しています。試作・開発案件や評価用部品もお気軽にご相談ください。
Q10. 納期はどのくらいですか?
A10. 加工内容や数量により異なりますが、標準的な部品で5-7日程度です。お急ぎの案件もまずはご相談ください。
Q11. POMの弱点は何ですか?
A11. 主な注意点は3つです。屋外長期使用(耐候性の低さ)、強酸・強酸化剤環境への弱さ、連続高温使用の限界(POM-Hで約85℃超、POM-Cで約100℃超)です。用途に応じて他材料のご提案も行います。
Q12. 図面を送るときに必要な情報はありますか?
A12. 材質・数量・希望納期・用途・必要精度が揃っていると、より的確で迅速なお見積もりにつながります。
ご依頼から納品までの流れ
- 図面・データのご支給:2D図面・3Dデータ・数量・希望納期・精度条件をお送りください。
- 内容確認・見積作成・提出:材質・加工方法・工程を検討し、見積書を作成してご提出します。
- ご注文書受領・工程準備:正式受注後、CAD/CAM・治具・材料の手配を進めます。
- 切削加工:5軸加工機などで外形・穴・ねじ・仕上げまで一貫して加工します。
- 検査・梱包・納品:全数の寸法検査と外観検査を行い、梱包して納品します。
まとめ
ポリアセタール(POM)は、切削加工性・寸法安定性・耐摩耗性のバランスに優れた、機械部品向けの代表的なエンジニアリングプラスチックです。
本事例のように、2D図面から3D形状を立ち上げ、角度付き複合面・多方向穴・M3/M4タップ加工を組み合わせた特注精密部品にも、同時5軸制御マシニングセンターを活用して高精度に対応できます。
1個からの試作・小ロット生産に柔軟に対応しています。POM加工の依頼先をお探しの際、また加工方法や素材選定でお悩みの際は、ぜひ当社にご相談ください。
電話での問い合わせは 0553-33-6927 まで
[ 3Dマシニング加工3D切削加工3D加工3D精密切削加工3次元マシニング加工3次元切削加工3次元加工3次元精密切削加工5AXISマシニング加工5AXIS切削加工5AXIS加工5AXIS精密切削加工5軸マシニング加工5軸切削加工5軸加工5軸精密切削加工PolyacetalPolyoxymethylenePOMPOM3D加工POM3次元加工POMマシニング加工POM切削加工POM加工POM精密切削加工ジュラコンジュラコン3D加工ジュラコン3次元加工ジュラコンマシニング加工ジュラコン切削加工ジュラコン加工ジュラコン精密切削加工デルリンデルリン3D加工デルリン3次元加工デルリンマシニング加工デルリン切削加工デルリン加工デルリン精密切削加工ねじ切り加工ねじ加工プラスチック3D加工プラスチック3次元加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ポリアセタールポリアセタール3D加工ポリアセタール3次元加工ポリアセタールマシニング加工ポリアセタール切削加工ポリアセタール加工ポリアセタール精密切削加工ポリオキシメチレンポリオキシメチレン3D加工ポリオキシメチレン3次元加工ポリオキシメチレンマシニング加工ポリオキシメチレン切削加工ポリオキシメチレン加工ポリオキシメチレン精密切削加工マシニング加工切削加工樹脂3D加工樹脂3次元加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工穴あけ加工精密切削加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


