




ユニレートPC切削加工品|穴あけ・タップ事例
- プラスチック加工品例 -
ユニレートPC切削加工品|穴あけ・タップ事例
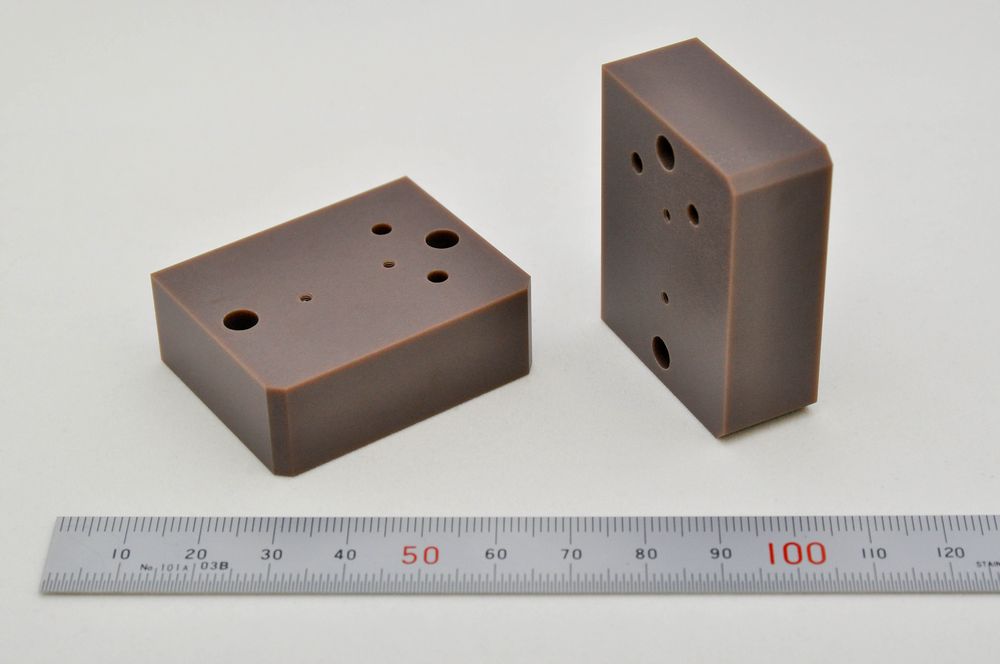
ユニレートPC(標準グレード)の板材から、外形44×35×t15.54mm(-0.05~0)を高精度に仕上げ、穴あけ・リーマ・タップまで一貫加工した事例です。低吸水・高剛性で絶縁部品にも適します。
この記事の要点
- ユニレートPC(標準グレード)を用いた切削加工品の事例です。
- 外形は44×35×t15.54mm(公差 -0.05~0)で、厚み精度を重視して仕上げています。
- 加工は穴あけ(計6箇所)に加え、リーマとM2タップ(深さ10mm×2)を実施しています。
- 設備は3軸マシニングセンターとタッピング盤を使用し、仕上げにバリ取り・検査まで行っています。
- 関連情報:ユニレート切削加工品一覧に加え、加工内容が近い穴あけ加工事例、タップ加工事例、リーマ加工事例もご覧ください。

| 項目 | 内容 |
|---|---|
| 素材 | ユニレートPC(標準グレード)(板材) |
| 外形寸法(公差) | 44mm×35mm×t15.54mm(公差 -0.05~0) |
| 加工内容 | 外形仕上げ、穴あけ、リーマ、タップ(M2 深さ10mm×2)、C2面取り×2 |
| 加工設備 | 3軸マシニングセンター、タッピング盤 |
| 仕上げ | バリ取り・糸面取り、寸法測定・外観検査 |
| 図面支給 | 図面(PDF等)があれば検討・見積がスムーズです |
▶ これまで作ったユニレート切削加工製品は、ユニレート切削加工品の事例一覧ページをご覧ください。
ユニレートPC切削加工品|穴あけ・タップの加工内容
本製品は、ユニレートPC(標準グレード)板材から製作した切削加工品です。外形44×35×t15.54mm(公差 -0.05~0)を仕上げたうえで、穴あけ・リーマ・M2タップを組み合わせています。
ユニレートPCは、ポリエチレンテレフタレート(PET樹脂)を主原料とし、ガラス短繊維と無機フィラー等を充填複合した熱可塑性ポリエステル系コンポジットです。優れた絶縁性、低吸水性、剛性、耐熱性に加え、切削加工性に優れており、小ロット精密加工に最適な素材です。
本製品の加工には、3軸マシニングセンターとタッピング盤を使用し、フルバックカッター、フラットエンドミル、ドリル、リーマ、タップといった精密工具を駆使して、高い寸法精度と優れた表面品質を実現しました。
工程設計の要点|穴あけ・リーマ・タップの組み立て
- 厚み仕上げ:フルバックカッターで公差-0.05~0mmの厳しい精度を実現。
- 穴あけ加工:M2下穴×2、φ5貫通穴×2、φ3貫通穴×2の計6箇所。φ3にはリーマ通しで高精度穴径を確保。
- 面取り:C2面取り×2で組み立て性と安全性を向上。
- タップ加工:M2深さ10mm×2で確実なねじ込み機能を実現。
- バリ取り・検査:精密バリ取りと糸面取りを実施し、寸法測定と外観検査を徹底。
穴あけ・タップ加工で失敗しないポイント(ユニレートPC)
- 切削速度:80~150m/min程度に設定。高速すぎると工具摩耗、低速すぎると溶融劣化。
- 工具選定:超硬合金製、ポジティブ逃げ角(6~10度)を使用。定期的に交換。
- 固定方法:均等な締め付けで変形を防止。適切な治具で振動を抑制。
- 切削油:水溶性または軽質油で切削熱を除去し、寸法精度を向上。
- タップ加工:切削油を十分に使用し、送りスピードを適切に調整。
ユニレートPC(標準グレード)とは|加工事例の素材解説
本製品には、ユニチカ株式会社のユニレートPC(標準グレード)板材を使用しています。ユニレートPCは、PET樹脂を主原料にガラス短繊維と無機フィラーを充填複合した熱可塑性ポリエステル系コンポジットです。
ユニレートシリーズには、標準グレード(PC)、超厚グレード(GC)、難燃グレード(NC)、帯電防止グレード(SC)、導電グレード(CV)、丸棒グレード(PR)があります。
▶ 関連情報:ユニレート|製品紹介|ユニチカ 樹脂事業部
ユニレートPC(標準グレード)の物性と主な利点
代表的な5つの特性
- 優れた電気絶縁性:絶縁破壊強さ37MV/m、体積抵抗率1013Ω・mで電気絶縁部品に最適。
- 極めて低い吸水率:吸水率0.1%で湿度環境下でも寸法安定性を維持。
- 高い剛性と耐熱性:曲げ弾性率11.0GPa、荷重たわみ温度235℃。
- 優れた切削加工性:ガラス繊維強化材でありながら良好な切削加工性。
- 優れた耐候性:紫外線や温度変化に強く、屋外使用が可能。
ユニレートPC(標準グレード)の代表物性値
| 項目 | 試験方法 | 単位 | 測定値 |
|---|---|---|---|
| 比重 | ASTM D792 | ― | 1.63 |
| 吸水率 | ASTM D570 | % | 0.10 |
| 引張強さ(縦) | ASTM D638 | MPa | 110 |
| 引張強さ(横) | ASTM D638 | MPa | 65 |
| 曲げ強さ(縦) | ASTM D790 | MPa | 220 |
| 曲げ強さ(横) | ASTM D790 | MPa | 125 |
| 曲げ弾性率(縦) | ASTM D790 | GPa | 11.0 |
| 曲げ弾性率(横) | ASTM D790 | GPa | 7.0 |
| 圧縮強さ | ASTM D695 | MPa | 135 |
| 荷重たわみ温度 | ASTM D648 | ℃ | 235 |
| 連続使用温度 | ― | ℃ | 120 |
| 絶縁破壊強さ | ASTM D149 | MV/m | 37 |
| 体積抵抗率 | ASTM D257 | Ω・m | 1013 |
※上記の数値はユニチカ公式データに基づく代表値であり、保証値ではありません。
ユニレートPCと他素材との比較|低吸水・耐熱・剛性の違い
ユニレートPCと主要素材(PET/POM/MC901/PPS/金属)の物性比較(代表値)
| 特性 | 単位 | ユニレートPC | PET | POM | MC901 | PPS | アルミ合金 | SUS304 |
|---|---|---|---|---|---|---|---|---|
| 比重 | ― | 1.63 | 1.38 | 1.41 | 1.16 | 1.64 | 2.70 | 7.93 |
| 引張強さ | MPa | 110 | 85 | 65 | 96 | 160 | 300 | 520 |
| 曲げ強さ | MPa | 220 | 130 | 90 | 120 | 220 | ― | ― |
| 吸水率 | % | 0.10 | 0.20 | 0.22 | 0.70 | 0.02 | ― | ― |
| 荷重たわみ温度 | ℃ | 235 | 70 | 110 | 160 | 260 | ― | ― |
| 連続使用温度 | ℃ | 120 | 70 | 90 | 100 | 220 | 200+ | 300+ |
| コスト(指数) | ― | 130 | 100 | 110 | 120 | 200 | 150 | 180 |
| 汎用性 | ― | ○ | ◎ | ◎ | ○ | △ | ◎ | ◎ |
| 加工事例 | ― | ユニレート切削加工事例 | PET切削加工事例 | POM切削加工事例 | MC901切削加工事例 | PPS切削加工事例 | ― | ― |
※緑色の背景:ユニレートPC|黄色の背景:金属素材|コスト指数はPET=100を基準とした相対値です。
比較表から見るユニレートPCの5つの優位点
- 樹脂中最高クラスの耐熱性:荷重たわみ温度235℃は、PET(70℃)、POM(110℃)、MC901(160℃)を大幅に上回ります。
- 最低水準の吸水率:吸水率0.1%は、MC901(0.70%)やPOM(0.22%)の半分以下で、寸法安定性に優れます。
- 高い曲げ強さと剛性:曲げ強さ220MPa、曲げ弾性率11.0GPaは、MC901(120MPa、4.0GPa)の約2倍です。
- 金属に対する軽量性:比重1.63は、アルミ合金(2.70)の約60%、SUS304(7.93)の約21%で、軽量化に貢献します。
- 優れたコストパフォーマンス:PPSより低コストでありながら、多くの用途で十分な性能を発揮します。
ユニレートPCの長所と短所
| 長所 | 短所 |
|---|---|
| 優れた電気絶縁性:絶縁破壊強さ37MV/mで、電気絶縁部品に最適です。 | 耐アルカリ性がやや劣る:特にNaOHに対して弱く、強アルカリ環境には不向きです。 |
| 極めて低い吸水率:吸水率0.1%で、湿度環境下でも寸法変化が少なく安定しています。 | 材料異方性:縦方向と横方向で物性が異なるため、設計時に方向性の考慮が必要です。 |
| 高い剛性と耐熱性:曲げ弾性率11.0GPa、荷重たわみ温度235℃で、高温環境でも変形しにくいです。 | 透明性がない:標準グレードは不透明のため、透明性が必要な用途には使用できません。 |
| 優れた切削加工性:ガラス繊維強化材でありながら切削加工が容易で、複雑形状にも対応可能です。 | やや低い衝撃強度:アイゾット衝撃値64J/mは、PC(640J/m)などと比較すると低めです。 |
| 優れた耐候性:紫外線や温度変化に強く、屋外環境でも長期使用が可能です。 |
穴あけ・タップ加工のトラブルシューティング
| トラブル | 原因 | 対策 |
|---|---|---|
| 寸法精度の低下 | 切削熱による熱膨張、不適切な固定方法 | 切削油で冷却、均等なクランプ、測定は常温で実施 |
| 表面粗さの悪化 | 切削速度が不適切、工具摩耗 | 適切な切削速度(80~150m/min)、定期的な工具交換 |
| バリの発生 | 工具の切れ味不足、送り速度が速すぎる | 鋭利な工具使用、送り速度の最適化、適切な支持 |
| ねじ山の不良 | タップの摩耗、切削油不足、送り速度が不適切 | 超硬タップ使用、十分な切削油、適切な送り速度調整 |
| 割れ・欠けの発生 | 過度なクランプ力、急激な切削、エッジ部の応力集中 | 適切なクランプ力、段階的な切削、面取り・R加工で応力分散 |
ユニレートPC切削加工品の用途例
- 電気・電子分野:絶縁板、端子台、コイルボビン、絶縁スペーサー、電源装置部品
- 産業機械・ロボット分野:各種機械部品、ロボット絶縁部品、搬送装置部品
- 自動車分野:電装部品、絶縁部品、耐熱部品
- 試作・開発分野:当社の小ロット対応により、試作品や開発用サンプルの製作が可能です。
ユニレートPC加工についてのよくある質問(FAQ)
Q1. ユニレートPCとは、どのような素材ですか?
PET樹脂を主原料に、ガラス短繊維と無機フィラーを充填した熱可塑性ポリエステル系コンポジットです。優れた絶縁性、低吸水性、剛性、耐熱性を持ち、電気絶縁材料や機械部品に使用されています。
Q2. ユニレートPCの最大の特長は何ですか?
極めて低い吸水率(0.1%)と高い荷重たわみ温度(235℃)です。湿度環境下でも寸法安定性を維持し、高温でも優れた機械的特性を発揮します。
Q3. どのような加工が可能ですか?
マシニング、旋盤、穴あけ、タップ、リーマ、面取りなど各種切削加工が可能です。当社では3軸マシニングセンターやNC旋盤による高精度加工を得意としています。
Q4. 小ロットでも対応してもらえますか?
はい、1個から対応しております。小ロット・多品種生産を得意としており、試作品や開発用サンプルも迅速に製作いたします。
Q5. 納期はどのくらいですか?
標準的な部品で5~7日程度です。お急ぎの場合は可能な限り対応いたしますので、ご相談ください。
Q6. タップ加工は可能ですか?ネジ山の強度は十分ですか?
はい、タップ加工は可能です。適度な硬度と剛性により良好なネジ山を形成でき、十分な強度が得られます。高負荷用途ではヘリサートやエンザートなどのインサートの使用もご検討ください。
Q7. ユニレートPCは屋外で使用できますか?
はい、優れた耐候性を持ち、屋外環境下でも使用可能です。紫外線や温度変化に高い耐性を示します。
Q8. 他の樹脂と比較して、ユニレートPCの利点は何ですか?
PETやPOMより高い荷重たわみ温度(235℃)と極めて低い吸水率(0.1%)が利点です。MC901より高い剛性(11.0GPa)、PPSより低コストという特長もあります。
Q9. 図面がない場合でも相談できますか?
はい、現物サンプルや手書きスケッチ、写真からでも検討可能です。ご希望があれば、当社でCAD図面を作成することもございます。
Q10. 材料の調達から加工まで一貫して対応してもらえますか?
はい、材料調達から加工、検査、納品まで一貫対応いたします。ユニレートPC材料の手配も当社で行います。
Q11. 公差が厳しい加工にも対応できますか?
はい、一般的には±0.1mm程度ですが、±0.02mm~±0.05mm程度の厳しい公差にお応えすることもございます。高精度な3軸マシニングセンターと熟練技術者により高品質な製品をお届けします。
Q12. 色や仕上げの指定はできますか?
標準色はくすんだ薄茶色ですが、グレード(導電、難燃など)により色が異なる場合があります。表面仕上げは、切削仕上げ、バフ研磨などに対応可能です。
お問い合わせから納品までの流れ
- お問い合わせ・図面提出:お電話、メール、フォームからご連絡ください。
- お見積もり提示:図面を確認し、迅速にお見積もりをご提示します。
- ご発注・材料手配:承認後、材料手配を開始します。
- 精密加工・検査:3軸マシニングセンターで加工し、寸法測定と外観検査を実施します。
- 梱包・納品:検査合格品を丁寧に梱包し、納品いたします。
まとめ
ユニレートPCは、優れた電気絶縁性、極めて低い吸水率、高い剛性と耐熱性を持つ熱可塑性ポリエステル系コンポジットです。当社では、小ロット・短納期での精密切削加工に対応しており、試作から量産まで幅広くサポートいたします。
図面1枚からでもお気軽にご相談ください。お客様のニーズに合わせた最適な加工方法をご提案し、高品質な製品をお届けいたします。
電話での問い合わせは 0553-33-6927 まで
[ タップ加工ねじ切り加工ねじ加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック精密切削加工マシニング加工ユニレートユニレートPCユニレートPC切削加工ユニレートPC加工ユニレートPC精密切削加工ユニレートマシニング加工ユニレート切削加工ユニレート加工ユニレート精密切削加工リーマ加工切削加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工熱可塑性ポリエステル系コンポジット熱可塑性ポリエステル系コンポジットマシニング加工熱可塑性ポリエステル系コンポジット切削加工熱可塑性ポリエステル系コンポジット加工熱可塑性ポリエステル系コンポジット精密切削加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


