




白POM3次元切削加工事例|大物ブロック削り出し
- プラスチック加工品例 -
白POM3次元切削加工事例|大物ブロック削り出し
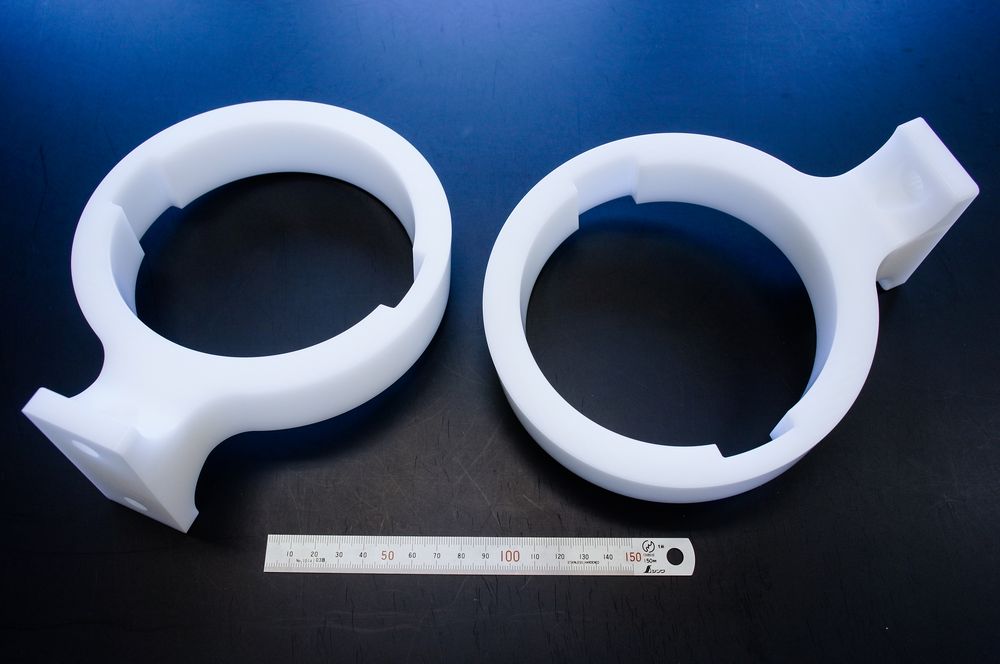
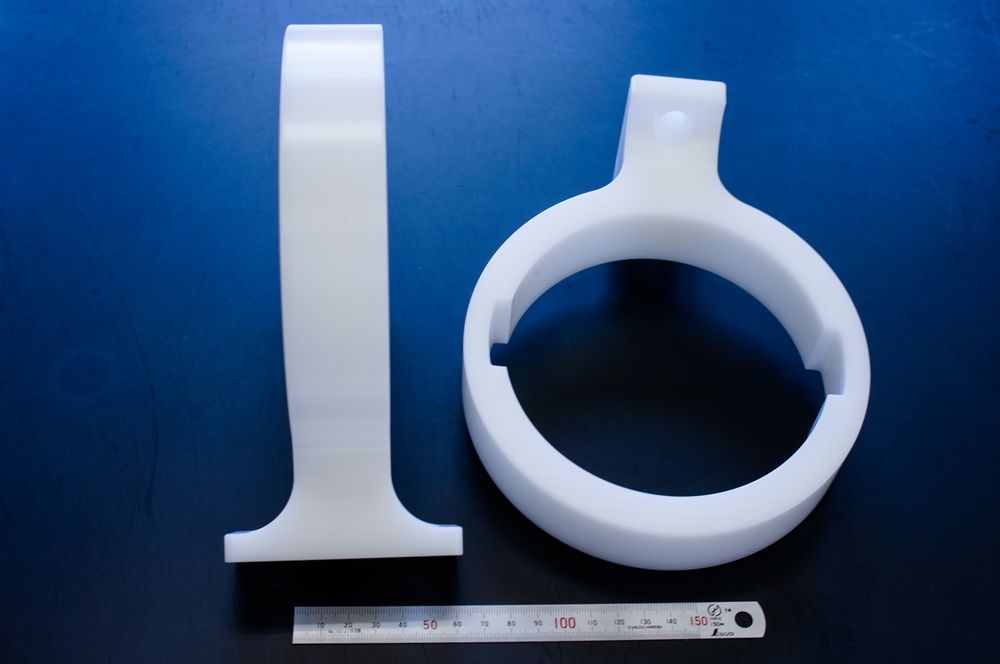
白POM(ポリアセタール)を3次元CADデータからCAM化し、3軸マシニングセンターで大物ブロック材(固定と工程設計が品質に直結するサイズ)を削り出した、外寸197×160×84mm、リング外径φ160の加工事例です。
この記事の要点
- 白POM(ポリアセタール)ブロック材から、3次元切削で特注形状を製作した加工事例です。
- 完成品は高さ197mm×幅160mm×奥行き84mm、リング形状の外径はφ160mmです。
- 支給された3D-CADデータを基にCAD/CAMでプログラムを作成し、3軸マシニングセンターで段階加工しています。
- 大物ブロック削り出しのため、ワークの固定方法と加工順序の最適化が品質を左右します。
- 本事例に関連する3次元切削加工事例、3D精密切削加工事例、POM3次元加工事例もご覧いただけます。
下の代表仕様では、本加工事例の素材・寸法・加工内容・設備を一覧で確認できます。
| 項目 | 内容 |
|---|---|
| 素材 | 白POM(ポリアセタール)ブロック材 |
| 外形寸法(参考) | 高さ197mm×幅160mm×奥行き84mm(リング外径φ160mm) |
| 加工内容 | 3次元切削加工(複雑形状の削り出し) |
| 仕上げ | バリ取り・糸面取り |
| 加工設備 | 3軸マシニングセンター |
| データ支給 | 3D-CADデータを基にプログラム作成 |
▶ これまで作った3次元切削加工製品は、3次元切削加工の事例一覧ページでご覧ください。
▶ 詳しい素材情報は、ポリアセタール(POM,デルリン,ジュラコン)の素材詳細ページでご確認いただけます。
白POM3次元切削加工事例|大物ブロック削り出しの加工内容
本製品は、お客様から支給された3次元CADデータを基に、白POM(ポリアセタール)ブロック材から3軸マシニングセンターで精密切削加工した特注部品です。完成品の寸法は高さ197mm×幅160mm×奥行き84mm、リング形状部分の外径はφ160mmとなります。
POM樹脂の3次元切削加工では、CAD/CAMシステムによる最適な工具経路生成と、段階的な加工プロセスが高品質な仕上がりを実現します。粗加工から仕上げ加工まで、各工程で適切な工具を選定し、切削条件を最適化することで、複雑な3次元形状を高精度に削り出すことが可能です。
大物ブロック削り出しの加工工程
- 3D-CADデータ解析と加工計画策定:形状確認、公差要求検討、固定方法と加工順序を決定
- CAD/CAMによるNCプログラム作成:最適な工具経路生成、粗加工~仕上げのツールパス設定
- 段階的切削加工の実施:粗加工(ラフィングエンドミル)→中仕上げ(フルバックカッター・フラットエンドミル)→仕上げ(ボールエンドミル)
- 穴あけ加工と仕上げ:ドリル加工後、バリ取りと糸面取りを実施
- 最終検査と品質保証:寸法測定・外観検査で品質確認
白POMの3次元切削で注意すべき点
- 切削速度の最適化:工具径・刃数・形状により調整(目安:50~150m/min)
- 切削熱の管理:エアブロー冷却、必要に応じて切削液使用で温度上昇を抑制
- 工具選定と切れ味維持:樹脂専用または超硬工具を使用、切れ味維持が重要
- 切粉の排出管理:エアブローで帯状切粉を除去し、加工面の傷を防止
- 吸水による寸法変化への配慮:吸水率0.2~0.3%を考慮した公差設定と養生期間確保
本事例で使用した白POM(ポリアセタール)について
本製品には白POM(ポリアセタール)のブロック材を使用。POMは優れた機械的強度、低摩擦係数、高寸法安定性を併せ持つエンジニアリングプラスチックです。
ホモポリマー(デルリン等)は結晶化度が高く機械的強度に優れ、コポリマー(ジュラコン等)は耐薬品性と熱安定性が向上。用途に応じて最適なタイプを選定できます。ガラス繊維強化、導電性、摺動グレードなど、機能性グレードも用意されています。
詳細は当サイトの素材解説ページ: ポリアセタール(POM)の素材情報
白POM(ポリアセタール)の特性と優位性
- 優れた機械的強度と剛性:引張強度60~70MPa、曲げ強度90~110MPa、結晶化度75~85%で高剛性
- 低摩擦・自己潤滑性:摩擦係数0.15~0.20、無給油で優れた摺動特性を発揮
- 高い寸法安定性:吸水率0.2~0.3%と極めて低く、湿度環境下でも寸法変化が小さい傾向
- 優れた耐薬品性:有機溶剤、ガソリン、オイル、アルコール類に高い耐性
- 良好な切削加工性:切粉処理が容易で複雑形状も高精度加工可能、試作~小ロット生産に最適
POM樹脂の主要特性(物性値)
摺動部品・機構部品で評価される理由を、代表物性で整理します。
| 物性項目 | 単位 | ホモポリマー | コポリマー |
|---|---|---|---|
| 密度 | g/cm3 | 1.41~1.43 | 1.39~1.41 |
| 引張強度 | MPa | 67~70 | 60~65 |
| 引張弾性率 | GPa | 3.1~3.6 | 2.8~3.2 |
| 曲げ強度 | MPa | 94~99 | 85~95 |
| 衝撃強度(ノッチ付) | kJ/m2 | 6~12 | 4~8 |
| 連続使用温度 | ℃ | 85~100 | 90~105 |
| 融点 | ℃ | 175~180 | 165~170 |
| 吸水率(24時間) | % | 0.25~0.40 | 0.20~0.22 |
| 摩擦係数(対鋼) | - | 0.15~0.20 | 0.15~0.25 |
※数値は代表的なグレードの標準値です。実際の製品では、メーカーやグレードにより異なる場合があります。
白POMと他素材の比較表|3次元切削での選び方
| 比較項目 | POM | ナイロン6 | ナイロン66 | PET | PBT | アルミニウム | SUS304 |
|---|---|---|---|---|---|---|---|
| 密度 (g/cm3) | 1.41 | 1.14 | 1.14 | 1.39 | 1.31 | 2.70 | 7.93 |
| 引張強度 (MPa) | 65 | 75 | 80 | 60 | 55 | 260 | 520 |
| 吸水率 (%) | 0.20 | 9.0 | 8.5 | 0.25 | 0.09 | - | - |
| 摩擦係数(対鋼) | 0.18 | 0.40 | 0.38 | 0.35 | 0.33 | 0.61 | 0.60 |
| 連続使用温度 (℃) | 95 | 70 | 90 | 90 | 105 | 100 | 400 |
| 切削加工性 | 優秀 | 良好 | 良好 | 普通 | 普通 | 優秀 | やや困難 |
| コスト(指数) | 1.0 | 0.9 | 1.0 | 1.1 | 1.2 | 1.5 | 2.5 |
| 汎用性 | 非常に高い | 高い | 高い | 中程度 | 中程度 | 非常に高い | 高い |
| 加工事例 | POM加工事例 | ナイロン6加工事例 | ナイロン66加工事例 | PET加工事例 | PBT加工事例 | - | - |
※青色背景: POM樹脂、黄色背景: 他の樹脂素材、赤色背景: 金属素材
※コスト指数はPOMを1.0とした相対値(材料費ベース)
※数値は代表的なグレードの標準値であり、実際の製品では異なる場合があります。
上記比較表から考えられるPOM樹脂の優位点
- 優れた寸法安定性:吸水率0.20%(代表値ベース)はナイロンの約1/40、湿度環境下でも寸法変化が小さい傾向
- 卓越した摺動特性:摩擦係数0.18は他樹脂の約1/2、金属の約1/3。無給油使用が可能
- 軽量性による設計自由度:密度1.41g/cm3は金属の約1/5~1/6で大幅な軽量化を実現
- 優れた切削加工性と経済性:切削加工性が優秀で複雑形状も高精度加工可能、小ロット生産に最適
- バランスの優れたコストパフォーマンス:エンジニアリングプラスチックの中では比較的安価で、高いコストパフォーマンスを実現
白POM(ポリアセタール)の長所・短所
| 長所(メリット) | 短所(デメリット) |
|---|---|
| 機械的強度 引張強度65MPa、曲げ強度90MPa以上 |
強酸に弱い pH4以下で加水分解により劣化 |
| 低摩擦・自己潤滑性 摩擦係数0.15~0.20で無給油使用可能 |
接着性が悪い 接着剤や塗料が付きにくい |
| 寸法安定性 吸水率0.2~0.3%で寸法変化少ない |
紫外線で劣化 屋外長期使用はUV対策が必要 |
| 電気絶縁性 体積抵抗率1014Ω・cm以上 |
高温使用制限 連続使用温度100℃程度まで |
| 耐薬品性 有機溶剤・油・ガソリンに耐性 |
難燃性が低い 燃えやすく、UL94規格でHB相当 |
| 切削加工性 切粉処理が容易で高精度加工可能 |
溶接・溶着が困難 熱溶着や超音波溶着での接合が難しい |
※緑色背景: 長所、赤色背景: 短所
白POMの3次元切削で起こりやすいトラブルと対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 寸法精度の悪化 | 切削熱による熱膨張、吸水による寸法変化、残留応力による変形 | 切削条件の最適化、エアブロー冷却、適切な加工順序設定、十分な養生期間の確保 |
| 表面の変色・焼け | 過度な切削速度、工具の摩耗、切削熱の蓄積 | 適切な回転数・送り速度の設定、切れ味の良い工具使用、クーラント・エアブロー活用 |
| バリの発生 | 工具切れ味の低下、送り速度の過大、切削条件の不適切 | 鋭利な工具の使用、適切な切削条件設定、丁寧なバリ取り・糸面取り処理の実施 |
| 表面粗さの悪化 | 工具選定の不適切、送り速度の過大、工具の摩耗 | 樹脂専用工具の選定、仕上げ条件の最適化、工具の定期的な交換 |
| 切粉の絡みつき | 切粉排出不良、工具経路の不適切、切削条件の不良 | エアブローによる強制排出、工具経路の見直し、切削条件の調整 |
※橙色背景: トラブル、緑色背景: 対策
当社では、長年のノウハウを活かした最適な加工方法をご提案いたします。POM樹脂の精密切削加工でお困りでしたら、お気軽にお問い合わせください。
白POMの3次元切削が向く用途
POM樹脂は機械的強度、低摩擦性、寸法安定性を活かし、精密機械部品から自動車部品まで幅広く使用。切削加工は試作から小ロット生産まで柔軟に対応でき、短納期で複雑な3次元形状を実現します。
主な加工実績(カテゴリ)
- 精密機械・産業機械:歯車、ベアリングリテーナー、ガイドレール、カム、ローラー等の摺動部品
- 自動車・輸送機器:燃料ポンプ部品、シートベルト機構、ドアハンドル、レギュレーター部品
- 電気・電子機器:プリンターギア、給紙機構、コネクターハウジング、スイッチ部品
- 試作・開発:機能確認試作、デザイン検証モデル、評価試験用部品(1個~数十個対応)
よくあるご質問(FAQ)
Q1. POM樹脂の3次元切削加工で最も注意すべき点は?
A1. 切削熱の管理が最重要です。POMは熱に敏感で、過度な発熱で寸法精度悪化や表面変色が発生します。適切な切削条件設定とエアブロー・切削液で冷却し、高品質な仕上がりを実現します。
Q2. 3次元CADデータはどのような形式で支給すればよいですか?
A2. STEP、IGES、Parasolidなどの中間ファイル形式をお送りください。2次元図面(PDF)も併せてご提供いただくと、公差・表面粗さなど詳細仕様を正確に確認できます。
Q3. POM樹脂とナイロン樹脂、どちらを選ぶべきですか?
A3. 寸法安定性と摺動性重視ならPOM、耐衝撃性と柔軟性重視ならナイロンといえます。POMは吸水率0.2~0.3%と低く、湿度環境下でも寸法変化少なく精密部品に最適です。
Q4. マシニングセンターでの加工精度はどの程度まで可能ですか?
A4. 一般的に±0.1mm程度、条件により±0.05mm~±0.02mmまで対応可能です。形状の複雑さや加工サイズにより異なるため、図面確認後の判断となります。
Q5. POM樹脂の表面処理は可能ですか?
A5. POMは化学的に安定しているため、接着・塗装・メッキは困難な素材です。滑らかな美観を求める場合は、研磨仕上げで対応いたします。機能的な表面処理が必要なら、代替素材の検討をお勧めします。
Q6. 小ロット(1個から)の加工も対応可能ですか?
A6. はい、試作1個から小ロット生産まで対応しております。3次元CADデータがあれば、CAD/CAMで効率的にプログラム作成でき、小ロットでも比較的コストを抑えやすい場合があります。
Q7. POM樹脂は屋外での使用に適していますか?
A7. POMは紫外線で劣化しやすいため長期屋外使用には不向きです。屋外使用ならUV吸収剤添加グレード選択かカバーで遮断する対策が必要です。
Q8. 複雑な3次元曲面の加工は可能ですか?
A8. はい、ボールエンドミルで3軸切削加工により複雑な曲面も高精度切削加工が可能です。CAD/CAMで最適ツールパスを生成し滑らかな仕上げを実現します。高度な形状には5軸加工機でも対応可能です。
Q9. 加工後の検査はどのように行いますか?
A9. ノギス、マイクロメーター、各種測定機等で寸法精度を検査します。必要に応じて検査成績書の発行も可能です。
Q10. 納期はどの程度かかりますか?
A10. 標準的な部品で5~7営業日程度が目安です。複雑な形状はプログラム作成・加工に時間を要するため個別相談となります。
Q11. POM樹脂の色は選べますか?
A11. 白色(ナチュラル)と黒色は、ある程度の在庫を持っております。その他の青色、赤色、黄色、緑色などは定尺サイズでの素材調達となりますので、都度ご相談ください。
Q12. 加工費用の見積もりに必要な情報は?
A12. CADデータ(または図面)、数量、希望納期をご提供ください。材質グレード指定がある場合はその情報も合わせてお知らせください。
ご注文から納品までの流れ
- お問い合わせ・図面支給:CADデータまたは図面をメール・フォームでお送りください
- お見積書提出:技術スタッフが図面確認後、最適な加工方法で単価と納期を提示
- ご注文・材料手配:お見積了承後、正式注文で該当樹脂材料を準備
- CAD/CAM・精密加工:プログラム作成、マシニング加工、バリ取り・仕上げ実施
- 検査・出荷:寸法測定・外観検査で品質確認後、梱包してご指定場所へ配送
まとめ|白POMの大物3次元切削(ブロック削り出し)
POM樹脂の3次元切削加工は、優れた材料特性と高度な加工技術で複雑な精密部品を実現。当社では3次元CADデータを基にCAD/CAMシステムとマシニングセンターで試作から小ロット生産まで対応しています。
POM樹脂は強度、寸法安定性、摺動特性に優れ、金属部品の樹脂化による軽量化とコスト削減を実現。自動車、電子機器、産業機械部品など高信頼性が求められる分野で広く採用されています。
樹脂加工に関するご質問やお見積もりは、下記フォームまたはお電話でお気軽にお問い合わせください。図面データをお送りいただければ、迅速にお見積もりをご提出いたします。
電話での問い合わせは 0553-33-6927 まで
[ 3Dマシニング加工3D切削加工3D加工3D精密切削加工3次元マシニング加工3次元切削加工3次元加工3次元精密切削加工PolyacetalPolyoxymethylenePOMPOM3D加工POM3次元加工POMマシニング加工POM切削加工POM加工ジュラコンジュラコン3D加工ジュラコン3次元加工ジュラコンマシニング加工ジュラコン切削加工ジュラコン加工デルリンデルリン3D加工デルリン3次元加工デルリンマシニング加工デルリン切削加工デルリン加工プラスチック3D加工プラスチック3次元加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ポリアセタールポリアセタール3D加工ポリアセタール3次元加工ポリアセタールマシニング加工ポリアセタール切削加工ポリアセタール加工ポリオキシメチレンポリオキシメチレン3D加工ポリオキシメチレン3次元加工ポリオキシメチレンマシニング加工ポリオキシメチレン切削加工ポリオキシメチレン加工マシニング加工切削加工樹脂3D加工樹脂3次元加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


