




ポリアセタール切削加工品|φ45多穴プレート加工
- プラスチック加工品例 -
ポリアセタール切削加工品|φ45多穴プレート加工
この記事の要点
- 白ポリアセタール(POM)板材15t×330×480に、φ45貫通穴を6×9列=合計54個あけた多穴プレートの切削加工事例です。
- 3軸マシニングセンターで、平面仕上げ・外形切削・φ45穴あけ・バリ取り/面取りまで一貫した精密切削加工を行っています。
- ポリアセタール(ジュラコン・デルリン・POM)は、機械的強度・耐摩耗性・低摩擦・耐疲労性・耐クリープ性・耐薬品性に優れるエンジニアリングプラスチックです。
- 切削熱による変形やバリ発生などのトラブルに対し、切削条件・工具選定・クーラント・固定方法の最適化で安定した寸法精度と外観品質を確保しています。
- 他のポリアセタール切削加工品の事例ページや素材解説ページ、お見積もり・ご注文フォームへのリンクから、用途に合わせた素材選定や加工相談が可能です。
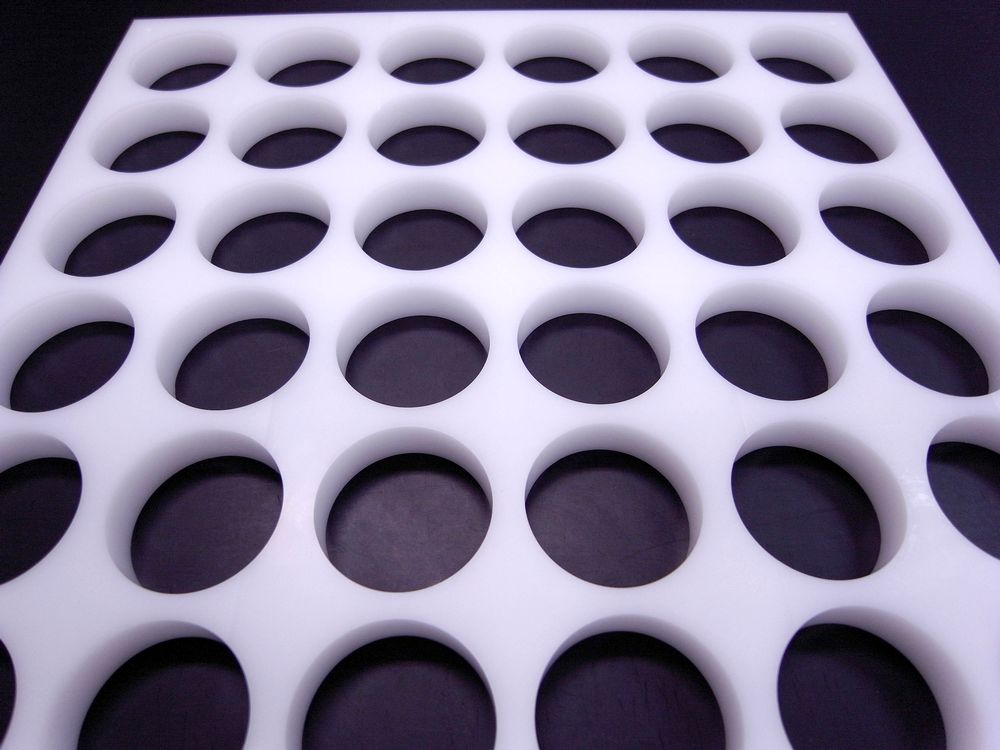
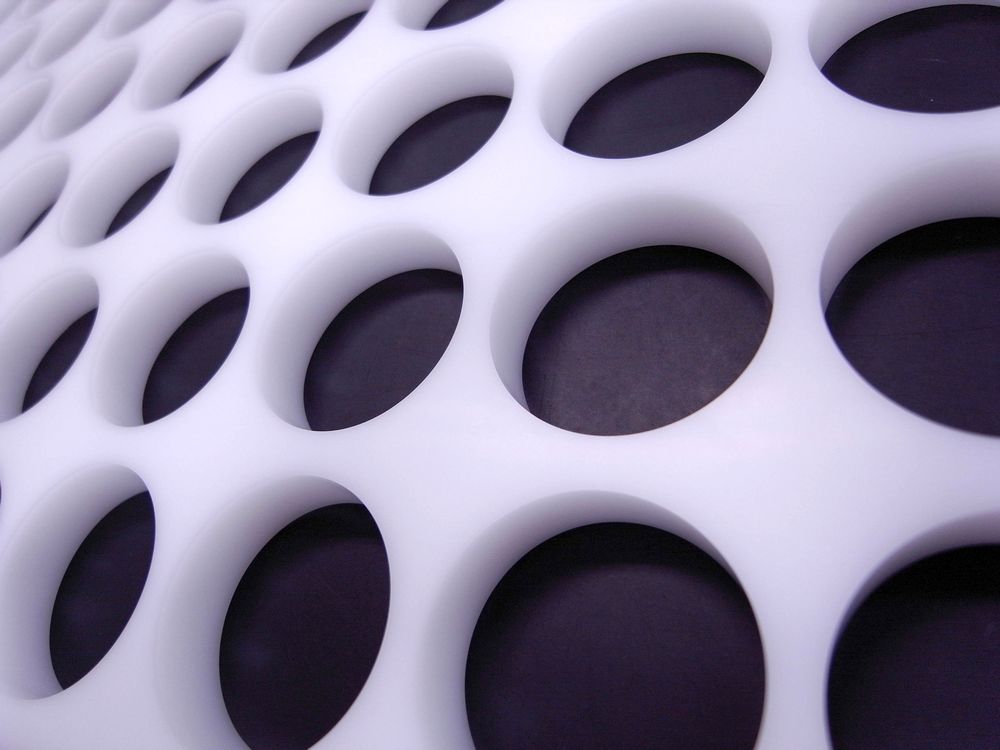
白色のポリアセタール(POM)多穴プレート切削加工品の事例です。
板材15t×330mm×480mmを使用し、3軸マシニングセンターで平面仕上げ・外形切削を行ったうえで、φ45の貫通穴を6×9列=合計54個あけています。
ジュラコン・デルリンとも呼ばれるポリアセタールは、機械的強度・耐摩耗性・低摩擦係数・耐疲労性・耐クリープ性・耐薬品性に優れたエンジニアリングプラスチックで、精密部品や機構部品に最適な素材です。
本ページでは、加工工程の流れや加工上の注意点、物性値・他素材との比較まで詳しく解説します。
ポリアセタール樹脂切削加工の詳細解説
本製品は、白色ポリアセタール樹脂(POM)板材を使用し、3軸マシニングセンターによる精密切削加工を施した特注部品です。お客様からFAXで届いたPDF図面を基に、当社の熟練した技術者が加工手順を構想し、高精度な製品を実現しました。
完成した製品の外形寸法は15mm×330mm×480mmで、表面にはφ45の貫通丸穴を横6個×縦9個=合計54個配置しています。この複雑な加工を実現するため、フルバックカッター(正面フライス)とフラットエンドミルを駆使し、寸法精度と表面品質を両立させました。
ポリアセタールは優れた機械的強度と低摩擦係数を持つエンジニアリングプラスチックで、精密部品や機構部品に最適な素材です。当社では長年の加工実績により、この素材の特性を最大限に引き出す加工技術を確立しています。
ポリアセタール加工工程ステップ
- 図面解析と加工計画立案:FAXで届いたPDF図面を詳細に解析し、加工手順・使用工具・クランプ方法を決定します。ポリアセタールの材料特性を考慮した最適な加工条件を設定します。
- NCプログラム作成:CAD/CAMシステムを使用し、高精度な加工を実現するNCプログラムを作成します。工具パス最適化により加工時間短縮と品質向上を図ります。
- 素材の荒切断:板材を適切な形状に荒切断し、加工機への固定準備を行います。材料の変形を防ぐため、応力を考慮した切断順序を選択します。
- 平面加工(厚さ仕上げ):フルバックカッター(正面フライス)を用いて、板材の表裏2面を精密に加工し、15mmの厚さに仕上げます。この工程では平面度と平行度が重要です。
- 外形切削加工:フラットエンドミルで板材を330mm×480mmの外形寸法に切削加工します。コーナー部の仕上がりと直角度に特に注意を払います。
- 穴あけ加工:フラットエンドミルでφ45の貫通丸穴を合計54個開けます。穴位置精度を確保するため、治具による確実な固定と適切な送り速度で加工します。
- バリ取りと面取り:外周エッジと各穴の周囲の鋭角部分を丁寧にバリ取りし、糸面取りを施して滑らかに仕上げます。
- 最終検査:寸法測定、穴位置精度の確認、外観検査を実施し、品質基準をクリアしたものを出荷します。
ポリアセタール切削加工で注意すべきポイント
- 切削速度の最適化:ポリアセタールは切削熱により軟化しやすいため、適切な切削速度(100~200m/min程度)を維持し、溶融を防ぎます。
- 工具の選定:超硬合金製の鋭利な刃先を持つ工具を使用します。刃先の摩耗は加工精度に直結するため、定期的な交換が必要です。
- クーラントの使用:切削熱を効果的に除去するため、水溶性クーラントや圧縮エアを使用し、切りくずの排出も円滑に行います。
- 固定方法の工夫:クランプ圧が高すぎると材料が変形するため、適切な固定力で均一に保持します。真空チャックや専用治具の活用も有効です。
- 仕上げ代の設定:内部応力の解放による寸法変化を考慮し、粗加工と仕上げ加工を分けて適切な仕上げ代を設定します。
- 切削条件の調整:送り速度や切り込み深さを素材の状態に応じて微調整し、ビビリや工具の折損を防ぎます。
- 環境温度の管理:加工室の温度変化が寸法精度に影響するため、可能な限り一定温度(20~25℃)での加工を心がけます。
本製品で使用したポリアセタール樹脂について
本製品には、白色のポリアセタール樹脂(POM)板材を使用しています。ポリアセタールはデルリン、ジュラコンとも呼ばれる高性能なエンジニアリングプラスチックで、優れた機械的強度、低摩擦係数、高い寸法安定性を兼ね備えています。
ポリアセタールには主に2つのタイプがあります。ホモポリマー(ホルムアルデヒドのみが重合)とコポリマー(約2モル%のエチレンオキシド単位を含む共重合体)です。ホモポリマーは機械的強度と剛性に優れ、コポリマーは熱安定性と耐薬品性に優れています。当社では用途に応じて最適なグレードを選定し、加工しています。
ポリアセタール樹脂の詳しい特性や種類、加工方法については、当社の専門ページ「ポリアセタール(デルリン,ジュラコン,POM,PA)」で解説しています。
ポリアセタールの特性と優位性
ポリアセタールは5大汎用エンジニアリングプラスチックの一つとして、様々な産業分野で重要な役割を果たしています。その優れた特性は、精密部品から機構部品まで幅広い用途に対応可能です。
優れた機械的強度と剛性:ポリアセタールは高い結晶性(結晶化度がエンプラの中で最も高い)を持つため、引張強度67~69MPa、曲げ強度94~99MPaと優れた機械的特性を示します。金属部品の代替として軽量化に貢献しながら、必要な強度を確保できます。
卓越した耐摩耗性と低摩擦係数:自己潤滑性を持つポリアセタールは、摩擦係数が非常に小さく、無給油でも滑らかな動きを実現します。歯車やベアリングなどの摺動部品に最適で、長寿命を実現します。
高い寸法安定性と耐クリープ性:吸水率が極めて低く(0.20~0.40%)、温度変化や湿度による寸法変化が少ないため、高精度が要求される部品に適しています。また、長時間荷重をかけても変形しにくい耐クリープ性も特長です。
優れた耐疲労性とばね特性:繰り返し応力に対する耐性が高く、ポリアミドやポリカーボネートよりも優れた耐疲労性を持ちます。ばねや振動を受ける部品にも適用できます。
良好な耐薬品性:油脂、溶剤、弱酸、アルカリに対して優れた耐性を示します。ただし、強酸化性酸には侵されるため、使用環境の確認が必要です。
優れた成形・加工性:成形収縮率が安定しており、射出成形や切削加工において高い寸法精度を実現できます。複雑な形状の部品製作にも対応可能です。
ポリアセタールの主要特性(物性値)
以下の表は、ポリアセタール(POM)の代表的な物性値を示しています。設計や材料選定の際の参考データとしてご活用ください。
| 項目 | 単位 | ホモポリマー | コポリマー |
|---|---|---|---|
| 比重(密度) | g/cm3 | 1.42 | 1.41 |
| 引張強さ | MPa | 67~69 | 59~67 |
| 破断時伸び | % | 25~75 | 40~75 |
| 引張弾性率 | MPa | 3,100~3,600 | 2,800~3,200 |
| 曲げ強さ | MPa | 94~99 | 89 |
| アイゾット衝撃強さ(ノッチ付) | J/m | 64~123 | 43~80 |
| 荷重たわみ温度(1.81MPa) | ℃ | 124~136 | 85~121 |
| 線膨張率 | ×10-5/℃ | 10.0~11.3 | 6.1~8.5 |
| 吸水率(24時間) | 重量% | 0.25~0.40 | 0.20~0.22 |
| ロックウェル硬度 | M | M92~94 | M78~90 |
※上記数値は代表値であり、保証値ではありません。設計・製造の際は各材料メーカーの技術資料をご確認ください。
ポリアセタール・他樹脂素材・金属素材との比較表と優位性分析
ポリアセタール(POM)と他の代表的な樹脂素材・金属素材を比較し、その特性を数値的に示します。材料選定の際の参考資料としてご活用ください。
| 項目 | POM (ポリアセタール) |
ABS樹脂 | PC (ポリカーボネート) |
A5052 (アルミニウム) |
SUS304 (ステンレス) |
|---|---|---|---|---|---|
| 比重 | 1.42 | 1.05~1.20 | 1.20 | 2.68 | 7.93 |
| 引張強さ(MPa) | 67~69 | 40~55 | 64~66 | 215~260 | 520~750 |
| 引張弾性率(MPa) | 3,100~3,600 | 1,900~2,800 | 2,400 | 70,000 | 193,000 |
| アイゾット衝撃強さ(J/m) | 64~123 | 75~640 | 640~854 | – | – |
| 荷重たわみ温度(℃) | 110~136 | 88~107 | 121~132 | – | – |
| 吸水率(%) | 0.20~0.40 | 0.20~0.60 | 0.15 | – | – |
| コスト(指数) | 1.5 | 1.0 | 2.0 | 3.5 | 8.0 |
| 切削加工性 | ◎ | ○ | ○ | ◎ | △ |
| 耐摩耗性 | ◎ | △ | ○ | ◎ | ◎ |
| 汎用性 | ◎ | ◎ | ○ | ◎ | ◎ |
| 加工品事例 | ポリアセタール加工品事例 | ABS樹脂加工品事例 | ポリカーボネート加工品事例 | – | – |
※比重および物性値は代表値です。※コスト指数はABS樹脂を1.0とした相対値です。※評価:◎非常に優れる、○優れる、△普通
ポリアセタールの優位点
優れた機械的バランス:引張強さと引張弾性率のバランスが良く、ABS樹脂やポリカーボネートと比較して高い剛性を持ちながら、適度な靭性も兼ね備えています。精密部品に求められる寸法安定性を実現できます。
卓越した耐摩耗性と自己潤滑性:摩擦係数が小さく、無給油でも優れた摺動特性を発揮します。歯車やベアリングなど、他の樹脂では対応困難な用途にも適用可能です。
極めて低い吸水率:吸水率0.20~0.40%は樹脂材料の中でもトップクラスで、湿度による寸法変化がほとんどありません。高精度が要求される部品に最適です。
優れた耐熱性:荷重たわみ温度が110~136℃と高く、ABS樹脂を大きく上回ります。熱環境下でも安定した機械的特性を維持できます。
軽量性と金属代替:比重1.42はアルミニウム(2.68)の約半分、ステンレス(7.93)の約1/6で、大幅な軽量化が可能です。製品の運搬コストや使用時の取り扱いやすさにも貢献します。
コストパフォーマンス:ポリカーボネートより安価で、金属素材と比較すると大幅なコスト削減が可能です。切削加工性も良好で、加工コストも抑えられます。
ポリアセタールの長所と短所
ポリアセタールの特性を客観的に評価し、適切な材料選定の参考にしていただくため、長所と短所を明確に整理しました。
| 長所(メリット) | 短所(デメリット) |
|---|---|
|
高い機械的強度:引張強度67~69MPa、曲げ強度94~99MPaと優れた強度を持ち、金属部品の代替が可能です。 |
強酸化性酸に弱い:硝酸や硫酸などの強酸化性酸に侵されるため、これらの環境下での使用は避ける必要があります。 |
|
卓越した耐摩耗性:自己潤滑性を持ち、摩擦係数が小さいため、無給油で長期間の摺動が可能です。 |
耐候性に難:直射日光下では紫外線により変色や劣化が進行します。屋外使用時はUV対策が必要です。 |
|
極めて低い吸水率:吸水率0.20~0.40%で寸法変化が少なく、高精度部品に最適です。 |
接着が困難:化学的に安定しているため、一般的な接着剤では十分な接着強度が得られません。専用の接着剤やプライマー処理が必要です。 |
|
優れた耐クリープ性:長時間荷重をかけても変形しにくく、寸法安定性に優れています。 |
可燃性:酸素指数15~16と燃えやすい性質があります。難燃性が必要な用途には難燃グレードの使用が必要です。 |
|
良好な耐薬品性:油脂、溶剤、弱酸、アルカリに対して高い耐性を持ち、幅広い環境で使用可能です。 |
熱伝導率が低い:切削加工時に熱が蓄積しやすく、適切な冷却が必要です。 |
|
優れた切削加工性:切削抵抗が小さく、精密加工が容易で、複雑な形状にも対応できます。 |
成形収縮率がやや大きい:2.0~2.5%の成形収縮があり、精密成形時には金型設計に注意が必要です。 |
|
高いコストパフォーマンス:優れた特性を持ちながら、金属素材と比較して材料費・加工費ともに抑えられます。 |
透明グレードがない:結晶性樹脂のため透明化が困難で、乳白色~白色となります。 |
ポリアセタール加工でよくあるトラブルと当社の対策
ポリアセタールの切削加工では、材料特性に起因するトラブルが発生することがあります。当社では長年の経験により、これらのトラブルに対する効果的な対策を確立しています。
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 寸法精度不良 | 切削熱による変形、内部応力の解放、固定圧による歪み | 適切なクーラント使用、粗加工と仕上げ加工の分離、最適なクランプ圧設定、加工室温度管理(20~25℃) |
| 表面粗さ悪化 | 工具摩耗、切削速度不適、切りくず噛み込み | 超硬合金製鋭利工具の使用、切削速度の最適化(100~200m/min)、切りくず排出促進、定期的な工具交換 |
| バリ発生 | 切削条件不適、工具刃先の摩耗、出口側サポート不足 | 送り速度・切り込み深さの最適化、鋭利な工具の使用、ダウンカット方式の採用、犠牲板の使用 |
| 溶融・焼け | 切削速度過大、クーラント不足、切りくず滞留 | 切削速度の適正化、十分なクーラント供給、エアブロー併用、切りくず排出経路の確保 |
| 穴位置ずれ | ドリル逃げ、固定不良、材料の内部応力 | センタードリル使用、短いドリル使用、固定治具による確実な保持、応力除去熱処理(必要に応じて) |
| ビビリ振動 | 工具突き出し過大、固定剛性不足、共振 | 工具突き出し長さの最小化、剛性の高い固定方法の採用、回転数・送り速度の調整、制振工具の使用 |
| 変色 | 過熱、紫外線暴露、保管環境不良 | 適切な切削条件設定、遮光保管、温度管理された環境での加工・保管 |
ポリアセタール加工でお困りのことがございましたら、ぜひ当社にご相談ください。長年培った加工技術とノウハウで、お客様の課題を解決いたします。
電話での問い合わせは 0553-33-6927 まで
当社のポリアセタール加工が活躍する分野
ポリアセタールの優れた特性を活かし、当社では様々な産業分野向けに高精度な切削加工部品を製造しています。特に小ロット生産と特注精密加工に強みを持ち、試作から量産まで柔軟に対応いたします。
自動車・輸送機器分野:歯車、ベアリング、ブッシュ、スライダー、燃料系部品、電装品部品など、高精度と耐摩耗性が求められる摺動部品に使用されています。軽量化とコスト削減を実現します。
産業機械・工作機械分野:搬送装置部品、位置決め部品、カムフォロア、スプロケット、ローラーなど、繰り返し動作に耐える精密部品を提供しています。無給油で長寿命を実現します。
電子・電気機器分野:スイッチ部品、コネクタ部品、リール、ボビン、絶縁部品など、寸法安定性と電気絶縁性を活かした部品を製造しています。
医療機器分野:検査装置部品、分析装置部品、医療用器具部品など、高精度と清浄性が求められる部品に対応しています。生体適合性グレードも加工可能です。
食品・包装機械分野:搬送部品、ガイド部品、シール部品など、食品接触が許容される部品を提供しています。FDA適合グレードの加工実績もあります。
試作・開発分野:新製品開発時の試作部品、評価用サンプル部品など、1個からの小ロット対応が可能です。お客様の図面を基に短納期で精密加工いたします。
本製品のような特注精密加工部品:図面支給による受注生産で、複雑な形状や多数の穴あけ加工など、高度な技術が必要な部品の製造を得意としています。
主な加工実績分野
- 自動車部品
- 産業用ロボット部品
- 半導体製造装置部品
- 食品製造機械部品
- 包装機械部品
- 医療機器部品
- 検査装置部品
- 分析機器部品
- 搬送装置部品
- 精密機構部品
- 電子機器部品
- 試作部品
よくある質問(FAQ)
Q1. ポリアセタール(POM)の切削加工は可能ですか?
A1. はい、可能です。ポリアセタールは優れた切削加工性を持つ素材で、当社では3軸マシニングセンター、旋盤、フライス盤などを使用して高精度な切削加工を行っています。複雑な形状や厳しい公差の部品にも対応可能です。本製品のような多穴加工や精密な平面加工も得意としています。
Q2. 小ロット(1個~数個)での加工は可能ですか?
A2. はい、1個からの小ロット加工に対応しています。試作品、開発用サンプル、補修部品など、少量生産のニーズにも柔軟に対応いたします。お客様の図面を基に、NCプログラムを作成して精密加工いたしますので、お気軽にご相談ください。
Q3. ポリアセタールのホモポリマーとコポリマーの違いは何ですか?
A3. ホモポリマーはホルムアルデヒドのみが重合したタイプで、機械的強度と剛性に優れています。コポリマーは約2モル%のエチレンオキシド単位を含む共重合体で、熱安定性と耐薬品性に優れています。用途に応じて最適なタイプをご提案いたしますので、お気軽にご相談ください。
Q4. 納期はどのくらいかかりますか?
A4. 加工内容や数量により異なりますが、標準的な部品で5~7日程度です。お急ぎの場合は短納期対応も可能ですので、ご相談ください。複雑な形状や大量生産の場合は、別途お見積時に納期をご提示いたします。
Q5. 図面はどのような形式で送ればよいですか?
A5. PDF形式、DXF形式、DWG形式などのCAD図面に対応しています。FAX図面からの製作実績も豊富にあります。また、手書き図面でも検討可能です。そして、3Dモデルデータ(STEP、IGES形式など)にも対応可能です。
Q6. ポリアセタールは食品に触れる部品に使用できますか?
A6. はい、FDA適合グレードや食品衛生法適合グレードのポリアセタールがあります。食品接触用途には適合グレードを使用し、必要に応じて材料証明書も発行可能です。食品製造機械や包装機械の部品製作実績も豊富にあります。
Q7. ポリアセタールの耐熱温度はどのくらいですか?
A7. 連続使用温度はホモポリマーで約85℃、コポリマーで約105℃です。荷重たわみ温度は110~136℃と高く、短時間であれば約150℃まで耐えられます。高温環境での使用を検討される場合は、具体的な使用条件をお知らせいただければ、適切なグレードをご提案いたします。
Q8. 穴の位置精度はどのくらい出せますか?
A8. 当社の3軸マシニングセンターによる加工では、±0.05mm程度の穴位置精度を実現できます。より高精度が必要な場合は、治具やゲージを使用した検査を行い、±0.02mm程度まで対応可能です。本製品のような多穴加工でも、高い位置精度を維持しています。
Q9. ポリアセタールは屋外で使用できますか?
A9. ポリアセタールは耐候性にやや難があり、長期間の直射日光下では紫外線により変色や劣化が進行します。屋外使用の場合は、UV安定剤入りグレードの使用や、塗装・コーティングによる保護をお勧めします。具体的な使用環境をお知らせいただければ、最適な対策をご提案いたします。
Q10. 見積もりに必要な情報は何ですか?
A10. 図面(寸法、公差、表面粗さなど)、数量、納期、材質(指定がある場合)をお知らせください。特殊な要求事項(検査成績書、材料証明書の要否など)がある場合も併せてご連絡ください。不明点は当社からご確認させていただきますので、お気軽にお問い合わせください。
Q11. ポリアセタールとナイロンの違いは何ですか?
A11. ポリアセタールは吸水率が非常に低く(0.2~0.4%)、ナイロン(1.5~2.0%)と比較して寸法安定性に優れています。また、耐摩耗性と低摩擦係数ではポリアセタールが優位です。一方、ナイロンは耐衝撃性や柔軟性に優れています。用途に応じて最適な素材をご提案いたします。
Q12. 表面処理は可能ですか?
A12. ポリアセタールは化学的に安定しているため、一般的なメッキ処理は困難ですが、バフ研磨加工による表面仕上げは可能です。また、サンドブラスト加工による梨地仕上げもお受けできます。ご要望をお聞かせください。
お問い合わせから納品までの流れ
- お問い合わせ・図面支給:お問い合わせメールフォーム、FAX(0553-32-1502)にて図面をお送りください。PDF、DXF、DWG形式のほか、手書き図面やFAX図面でも対応可能です。加工内容、数量、納期、特殊要求事項などをお知らせください。
- 図面確認・技術検討:お送りいただいた図面を基に、加工方法、使用工具、加工時間などを詳細に検討します。不明点や確認事項がある場合は、お電話またはメールでご連絡いたします。
- 見積書作成と提出:加工費、材料費、納期を記載した見積書を作成し、迅速にご提出いたします。ご質問やご要望があれば、お気軽にお申し付けください。
- 注文書受領・製作開始:ご発注いただきましたら、材料手配とNCプログラム作成を開始します。材料在庫がある場合は即日加工開始も可能です。
- 精密切削加工:3軸マシニングセンターをはじめとする各種工作機械で、熟練技術者が精密加工を行います。加工中も寸法確認を行い、品質を確保します。
- 検査・品質確認:加工完了後、ノギス、マイクロメーターなど各種測定機を使用して寸法検査を実施します。外観検査も入念に行い、品質基準をクリアしたものを出荷します。
- 梱包・納品:傷や汚れがつかないよう丁寧に梱包し、指定の納品先へお届けします。検査成績書や材料証明書が必要な場合は、同梱または別送いたします。
まとめ
ポリアセタール(POM)は優れた機械的強度、卓越した耐摩耗性、極めて低い吸水率を持つエンジニアリングプラスチックとして、精密部品から機構部品まで幅広い用途に使用されています。当社では3軸マシニングセンターを駆使した高精度な切削加工により、お客様のご要望に応える製品を提供しています。
本製品のように、複雑な形状や多数の穴あけ加工が必要な特注部品でも、長年培った加工技術とノウハウで高品質な製品を実現します。FAX図面からの製作や1個からの小ロット対応など、お客様の多様なニーズにお応えする体制を整えています。
ポリアセタールの自己潤滑性と高い寸法安定性は、無給油で長寿命な摺動部品の製作を可能にし、金属部品からの代替によるコスト削減にも貢献します。試作開発から量産まで、あらゆる段階でサポートいたします。
当社は樹脂加工の専門企業として、ポリアセタールをはじめとする各種エンジニアリングプラスチックの加工実績を豊富に持っています。お客様の図面を基に、最適な加工方法をご提案し、高精度・高品質な製品をお届けすることをお約束します。
ポリアセタールの切削加工、精密部品の製作、特注品の小ロット生産など、樹脂加工に関することは何でもお気軽にご相談ください。経験豊富な技術スタッフが、お客様の課題解決をサポートいたします。
電話での問い合わせは 0553-33-6927 まで
[ POMPOMマシニング加工POM切削加工POM加工POM精密切削加工ジュラコンジュラコンマシニング加工ジュラコン切削加工ジュラコン加工ジュラコン精密切削加工デルリンデルリンマシニング加工デルリン切削加工デルリン加工デルリン精密切削加工フライス加工プラスチックマシニングプラスチック切削加工プラスチック加工プラスチック精密切削加工ポリアセタールポリアセタールマシニング加工ポリアセタール切削加工ポリアセタール加工ポリアセタール精密切削加工ポリオキシメチレンポリオキシメチレンマシニングポリオキシメチレン切削加工ポリオキシメチレン加工ポリオキシメチレン精密切削加工切削加工多穴加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


