




PFA切削加工品
- プラスチック加工品例 -
PFA切削加工品

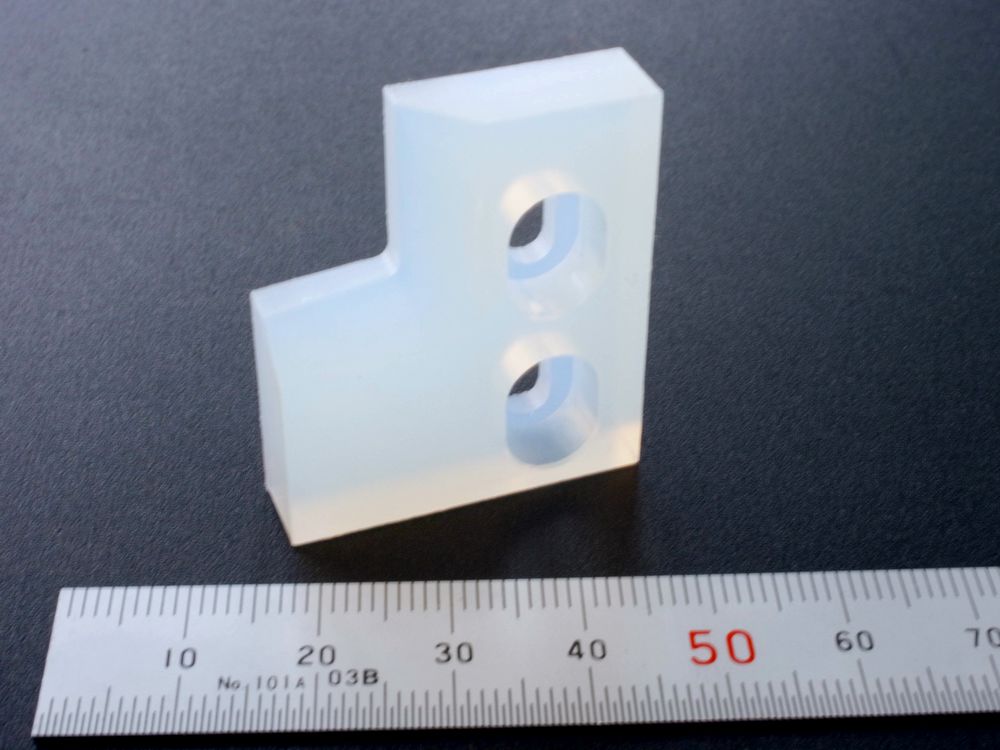
PFA切削加工品です。
外寸は8t×30mm×35mm。
PFAはPTFEと同様に耐熱性にすぐれたフッ素樹脂の一種で、最高連続使用温度が260度のフッ素樹脂素材です。
(※これまで作ったはPFA切削加工製品はこちら → PFA切削加工品)
(※詳しい素材情報はこちら → ふっ素樹脂(テフロンほか))
PFA樹脂切削加工の詳細な加工方法と工程
このPFA樹脂切削加工品は、高精度なマシニングセンターを使用した複数工程の精密加工によって製作されています。加工手順は以下の通りです。
まず、マシニングセンターでの外形決めから始まります。PFA樹脂板材をワークテーブルに固定し、フラットエンドミルを使用して外形寸法(30mm×35mm×8t)を正確に切削します。PFA樹脂は軟質なため、切削速度と送り速度を最適化し、材料の変形を防ぎながら加工を進めます。
次にテーパー部分の加工を行います。この工程では、ボールエンドミルを使用してなめらかな斜面を実現します。PFA樹脂の特性上、切削熱による材料の軟化を防ぐため、適切なクーラント供給と断続的な加工を行うことが重要です。
最後にザグリ長穴の削り出しを実施します。この精密加工により、製品の機能性を確保しつつ、PFA樹脂が持つ半透明で美しい素材感を損なうことなく仕上げることができます。
▶ これまで作ったはPFA切削加工製品はこちら → PFA切削加工品
PFA樹脂(ペルフルオロアルコキシ樹脂)の特徴と素材バリエーション
PFA樹脂は、フッ素樹脂の中でも特に優れた特性を持つ高性能プラスチック材料です。正式名称は「ペルフルオロアルコキシ樹脂(Perfluoroalkoxy)」で、PTFEの優れた化学的安定性を保ちながら、より優れた成形性を実現した素材です。
主要なPFA樹脂の種類と特徴
- 標準グレードPFA:汎用性が高く、最も広く使用されているタイプ
- 高純度グレードPFA:半導体や医薬品製造装置など、極めて高い純度が要求される用途向け
- 導電性PFA:カーボン等を添加し、静電気対策が必要な用途に使用
- 強化グレードPFA:ガラス繊維等で補強し、機械的強度を向上させたタイプ
PFA樹脂の長所と短所
| 項目 | 長所(メリット) | 短所(デメリット) |
|---|---|---|
| 耐熱性 | 最高連続使用温度260℃の優れた耐熱性 | 高温での機械的強度の低下 |
| 化学的安定性 | ほぼ全ての化学物質に対して不活性 | 接着性が極めて低い |
| 電気特性 | 優れた絶縁性と低誘電率 | 帯電しやすい特性 |
| 機械加工性 | PTFEより成形性が良好、透明性が高い | 軟質で変形しやすく、精密加工に技術が必要 |
| コスト | 高性能に対して適正価格 | 一般的なプラスチックより高価 |
PFA樹脂の主な使用用途・使用場面
PFA樹脂はその優れた特性から、様々な産業分野で重要な役割を果たしています。
- 半導体製造装置部品:ウェハー搬送装置、エッチング装置内部品、配管継手
- 化学プラント設備:反応容器内張り、配管ライニング、バルブシート
- 医薬品製造装置:純水配管、無菌充填装置部品、分析機器部品
- 食品製造機械:搬送ローラー、シール材、非粘着表面コーティング
- 電子・電気機器:高周波ケーブル絶縁材、コネクター部品、基板材料
- 自動車部品:燃料系統部品、排ガス処理装置部品、センサーカバー
- 航空宇宙産業:配線被覆材、シール材、耐薬品性部品
- 分析・計測機器:流路部品、サンプル容器、光学部品
PFA樹脂の主要物性値
| 物性項目 | 単位 | 標準値 | 測定方法 |
|---|---|---|---|
| 密度 | g/cm³ | 2.12-2.17 | ASTM D792 |
| 融点 | ℃ | 305-310 | DSC |
| 連続使用温度 | ℃ | 260 | UL規格 |
| 引張強度 | MPa | 23-31 | ASTM D638 |
| 伸び率 | % | 300-400 | ASTM D638 |
| 体積抵抗率 | Ω・cm | >10¹⁸ | ASTM D257 |
| 誘電率(1MHz) | – | 2.1 | ASTM D150 |
| 吸水率(24h) | % | <0.01 | ASTM D570 |
素材比較表とPFA樹脂の優位点
| 比較項目 | PFA樹脂 | PTFE | PEEK | PI樹脂 | SUS316 |
|---|---|---|---|---|---|
| 連続使用温度 | 260℃ | 260℃ | 250℃ | 300℃ | 600℃ |
| 化学的安定性 | 極めて良好 | 極めて良好 | 良好 | 良好 | 普通 |
| 透明性 | 半透明 | 不透明 | 不透明 | 透明~褐色 | 不透明 |
| 成形加工性 | 良好 | 困難 | 良好 | 困難 | 普通 |
| 電気絶縁性 | 優秀 | 優秀 | 良好 | 普通 | 導電性 |
| コスト | 高 | 高 | 高 | 高 | 中 |
上記比較表から見るPFA樹脂の主要優位点
- 優れた成形加工性:PTFEと同等の化学的安定性を持ちながら、より良好な成形性を実現
- 高い透明性:内部の状況を目視確認できるため、プロセス管理に有利
- バランスの取れた物性:耐熱性、耐薬品性、電気特性がバランス良く優秀
- 精密加工への適性:切削加工で複雑形状も実現可能で、設計自由度が高い
よくあるご質問(FAQ)
Q1. PFA樹脂の切削加工で注意すべき点はありますか?
A1. PFA樹脂は軟質材料のため、適切な切削条件の設定が重要です。切削速度を抑え、鋭利な刃物を使用し、断続的な加工で切削熱を抑制することで、寸法精度と表面品質を確保できます。また、ワーククランプの方法も変形防止のために重要な要素です。
Q2. PFA樹脂とPTFE樹脂の違いは何ですか?
A2. 両者とも優れた耐薬品性と耐熱性を持ちますが、PFA樹脂は成形性と透明性で優位です。PTFEは粉体焼結成形が主体ですが、PFAは溶融成形が可能で、より複雑な形状の製品を製造できます。また、PFAの方が表面平滑性に優れています。
Q3. どの程度の寸法精度まで対応可能ですか?
A3. 当社では、1/100mm台の公差管理を標準としています。形状や寸法によっては±0.05mm程度の精密加工も対応可能です。ただし、PFA樹脂の特性上、薄肉部品や長尺部品では公差が緩くなる場合があります。
Q4. PFA樹脂の耐薬品性はどの程度ですか?
A4. PFA樹脂はほぼ全ての化学物質に対して不活性です。強酸、強アルカリ、有機溶剤、酸化性物質に対して優れた耐性を示します。ただし、アルカリ金属や高温でのフッ素ガスなどには注意が必要です。
Q5. 最小ロットや納期について教えてください
A5. 切削加工品については1個からの小ロット対応が可能です。標準的な納期は注文から1-2週間程度が多いですが、形状の複雑さや数量により変動いたします。お急ぎの場合はご相談ください。
Q6. PFA樹脂の接着や溶接は可能ですか?
A6. PFA樹脂は非粘着性が特徴のため、通常の接着剤では接着できません。機械的な結合方法(ボルト止めなど)の採用を推奨いたします。
Q7. 食品用途での使用は可能ですか?
A7. PFA樹脂はFDA認証材料であり、食品との直接接触用途にも使用可能です。無味無臭で溶出物もなく、食品製造装置の部品として広く使用されています。ただし、用途によっては食品衛生法への適合確認をお勧めします。
Q8. 高温環境での寸法変化はありますか?
A8. PFA樹脂の線膨張係数は約100×10⁻⁶/℃です。温度変化による寸法変化を考慮した設計が必要です。特に精密部品では温度補償を検討することをお勧めします。
まとめ
PFA樹脂切削加工品は、優れた耐熱性・耐薬品性・電気絶縁性を持つ高性能部品として、半導体、化学プラント、医薬品製造、食品加工など様々な産業分野で重要な役割を果たしています。
当社では、マシニングセンターやNC旋盤による高精度切削加工により、PFA樹脂の優れた特性を最大限に活かした製品をお届けしています。フラットエンドミル・ボールエンドミル・ドリル・バイトなどの様々な切削工具を使い分けた精密加工技術により、複雑形状でも高い寸法精度と優れた表面品質を実現いたします。
PFA樹脂は成形性がPTFEより優れており、切削加工による複雑形状の製作が可能です。また、半透明で美しい外観を持つため、装置の内部を目視確認する用途に使用される場合もあります。
小ロット・短納期対応も承っておりますので、1個などの試作から小ロット生産まで幅広くお応えいたします。PFA樹脂切削加工に関するご相談、お見積り依頼は、ぜひお気軽にお声かけください。
[ PFAPFAマシニング加工PFA切削加工PFA加工PFA樹脂PFA樹脂マシニング加工PFA樹脂切削加工PFA樹脂加工PFA樹脂精密切削加工PFA精密切削加工テトロンテフゼルネオフロンパーフルオロアルコキシアルカンパーフルオロアルコキシアルカンマシニング加工パーフルオロアルコキシアルカン切削加工パーフルオロアルコキシアルカン加工ふっ素樹脂ふっ素樹脂加工プラスチック切削加工プラスチック加工プラスチック精密切削加工フルオンペルフルオロアルコキシペルフルオロアルコキシマシニング加工ペルフルオロアルコキシ切削加工ペルフルオロアルコキシ加工ポリフロンマシニング加工切削加工穴あけ加工長穴加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


