




ABS樹脂切削加工品|3次元形状の精密切削事例
- プラスチック加工品例 -
ABS樹脂切削加工品|3次元形状の精密切削事例
この記事の要点
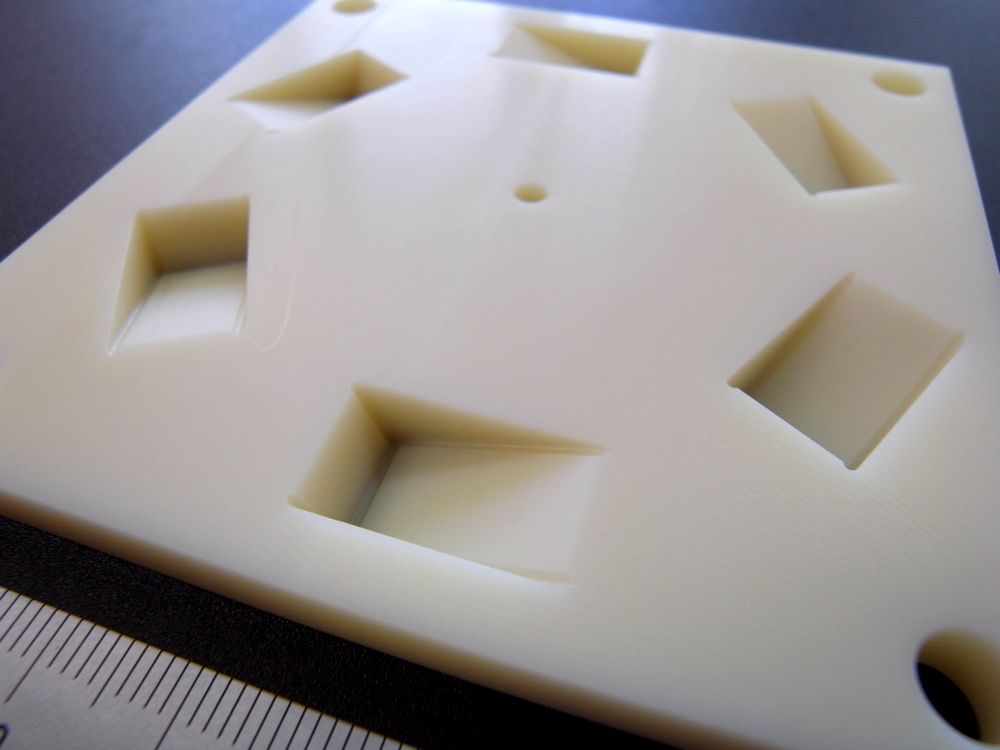
- ABSの3次元切削事例:9t×80×80mm、ナチュラル色ABSをマシニング+ボールエンドミルで精密3D加工。
- 工程の見える化:図面確認→CAD/CAM→外形→平面→穴→3D→バリ取り→検査までを明示。
- 加工上の注意:切削速度・送り・冷却・固定・残留応力・切り屑排出・環境管理。
- 素材特性:靭性/寸法安定/表面性/コスト/電気絶縁/難燃グレード選択可。
- 関連リンク:ABS樹脂切削加工品の一覧ページ、ABS樹脂マシニング加工品の事例一覧ページ、公差データ、主要設備一覧ページ、見積依頼メール(図面アップロード可)

ABS樹脂の3次元切削加工をご検討の方向けに、当社の実例と対応範囲を簡潔に紹介します。
NC旋盤・マシニングによる穴あけ、座ぐり、タップ、面取りなどに対応。
図面支給の特注短納期にも柔軟対応。
耐衝撃・電気絶縁などABSの特性を踏まえ、用途に適した加工方法をご提案します。
加工公差の目安や仕上げ粗さについても個別にご相談ください。
小ロットから量産前試作まで対応します。
全国発送可。お見積りも迅速です。
▶ 過去のABS樹脂切削加工事例は、ABS樹脂切削加工品の事例一覧ページをご覧ください。
▶ ABS樹脂の特性・物性は、ABS樹脂の素材解説ページで詳しく解説しています。
ABS樹脂切削加工の詳細解説
本製品は、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)のナチュラル色板材を使用し、マシニングセンターによる3次元精密切削加工で製作した特注部品です。お客様から支給されたPDF図面をもとに、CAD/CAMソフトウェアで3次元NCプログラムを作成し、高精度な加工を実現しています。
ABS樹脂は、アクリロニトリル、ブタジエン、スチレンの3つのモノマーを共重合させた熱可塑性樹脂で、優れた機械的強度と加工性を兼ね備えた汎用エンジニアリングプラスチックです。切削加工においては、適切な工具選定と加工条件の設定により、寸法精度の高い製品を安定して製造することができます。
▶ 他のABS樹脂切削加工事例も掲載しています。ABS樹脂切削加工の一覧ページをご覧ください。
ABS樹脂切削加工工程ステップ
- 図面確認とプログラム作成:お客様支給のPDF図面を詳細に確認し、CAD/CAMソフトウェアで3次元NCプログラムを作成します。加工経路、工具選定、切削条件を最適化します。
- 材料準備:ナチュラル色ABS板材を必要サイズにカットし、加工に適した状態に準備します。材料の反りや歪みがないか確認します。
- マシニングセンターへのセッティング:ABS板材をマシニングセンターのテーブルに固定します。材料の変形を防ぐため、適切な固定方法を選択します。
- 外形加工:フラットエンドミルを使用して、製品の外形寸法を高精度に仕上げます。切削抵抗を考慮した送り速度で加工します。
- 表面加工:フルバックカッター(正面フライス)を使用して、平面部を滑らかに仕上げます。表面粗さを均一にします。
- 穴あけ加工:ドリルで貫通丸穴を加工します。穴位置精度と真円度を確保します。
- 3次元切削加工:ボールエンドミルを使用して、内側や底面の斜め形状を3次元的に仕上げます。複雑な斜面形状や曲面形状にも対応します。
- 仕上げ・バリ取り:加工後に発生したバリを丁寧に除去し、エッジ部を整えます。製品の品質を最終確認します。
- 検査・梱包:寸法測定器で各部の寸法を検査し、図面通りに加工されているか確認します。検査合格後、適切に梱包して納品準備を完了します。
ABS樹脂切削加工で注意すべきポイント
- 切削速度の管理:ABS樹脂は熱可塑性のため、切削速度が速すぎると摩擦熱で溶融する恐れがあります。適切な切削速度(100~200m/min程度)を維持し、発熱を抑えることが重要です。
- 工具選定:超硬合金製の鋭利な刃先を持つ工具を使用します。すくい角は正角(5~10°程度)、逃げ角は10~15°程度が適しています。摩耗した工具は表面粗さの悪化やバリの原因となるため、定期的な交換が必要です。
- 送り速度の設定:送り速度が遅すぎると摩擦熱が蓄積し、速すぎると切削抵抗が増大して材料が変形します。適切な送り速度(0.1~0.3mm/刃程度)を設定します。
- 切削油の使用:空気ブローやエアブローによる冷却が一般的ですが、必要に応じて水溶性切削油を使用します。油性切削油はABS樹脂を劣化させる可能性があるため注意が必要です。
- 固定方法の工夫:ABS樹脂は比較的柔らかい素材のため、固定時の締め付け力が強すぎると変形します。樹脂製の当て板を使用するなど、均等に力を分散させる固定方法を採用します。
- 残留応力への配慮:加工後に材料内部の残留応力により反りが発生することがあります。粗加工と仕上げ加工を分け、応力を解放させる時間を設けることが有効です。
- 切り屑の除去:切り屑が工具や加工面に付着すると、表面粗さの悪化や寸法精度の低下を招きます。エアブローで確実に除去します。
- 加工環境の管理:ABS樹脂は吸湿性があり、温度変化による寸法変化も起こりやすい素材です。加工室の温湿度を安定させることで、寸法精度を向上させます。
本製品で使用したABS樹脂について
本製品には、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)のナチュラル色板材を使用しています。ABS樹脂は、3つの異なるモノマー(アクリロニトリル、ブタジエン、スチレン)を共重合させることで、それぞれの長所を活かした優れた性能を持つエンジニアリングプラスチックです。
ABS樹脂には、グレードや色のバリエーションが豊富に存在します。一般グレード、難燃グレード、耐熱グレード、ガラス繊維強化グレードなど、用途に応じて最適な材料を選択できます。色は、ナチュラル色(アイボリー色)、黒色などです。
▶ ABS樹脂の詳しい特性や種類については、樹脂加工ドットコムのABS樹脂素材解説ページをご覧ください。
ABS樹脂の特性と優位性
ABS樹脂は、優れた機械的強度と靭性を持ち、衝撃に対する耐性が高いため、落下や衝撃が想定される部品に適しています。剛性と粘り強さのバランスが良く、割れにくい特徴があります。
寸法安定性に優れ、成形収縮率が小さいため、精密な寸法精度が要求される部品の製作に向いています。切削加工後の反りや変形が少なく、安定した品質を維持できます。
表面光沢が良好で、塗装性やメッキ性にも優れているため、外観部品としても広く使用されています。表面処理を施すことで、さらに多様な用途に対応できます。
加工性が良好で、切削加工、接着、溶接など、さまざまな加工方法に対応できます。マシニングセンターによる精密切削加工においても、適切な条件設定により高品質な製品を製造できます。
比較的安価で入手しやすく、汎用性の高い樹脂素材です。コストパフォーマンスに優れているため、試作から量産まで幅広い用途に採用されています。
耐薬品性も比較的良好で、酸やアルカリ、アルコール類に対して安定しています。ただし、ケトン類や芳香族溶剤には侵されるため、使用環境には注意が必要です。
電気絶縁性を持ち、電気・電子部品の筐体や絶縁部品としても使用されています。難燃グレードを選択することで、UL規格などの安全基準にも対応できます。
ABS樹脂の主要特性(物性値)
| 特性項目 | 単位 | 数値 |
|---|---|---|
| 密度 | g/cm3 | 1.04~1.06 |
| 引張強度 | MPa | 40~50 |
| 引張弾性率 | GPa | 2.0~2.5 |
| 曲げ強度 | MPa | 60~80 |
| アイゾット衝撃強度(ノッチ付) | kJ/m2 | 15~25 |
| ロックウェル硬度 | Rスケール | 105~115 |
| 熱変形温度(0.45MPa) | ℃ | 90~105 |
| 線膨張係数 | 10-5/K | 7~9 |
| 吸水率(24時間) | % | 0.2~0.4 |
| 連続使用温度 | ℃ | 70~90 |
ABS樹脂・他樹脂素材・金属素材との比較表と優位性分析
| 特性項目 | ABS樹脂 | ポリカーボネート (PC) |
アクリル (PMMA) |
アルミニウム 合金 |
ステンレス 鋼 |
|---|---|---|---|---|---|
| 密度(g/cm3) | 1.05 | 1.20 | 1.18 | 2.70 | 7.93 |
| 引張強度(MPa) | 45 | 60~65 | 70~75 | 240~310 | 520~750 |
| 引張弾性率(GPa) | 2.3 | 2.4 | 3.2 | 69 | 193 |
| 衝撃強度(kJ/m2) | 20 | 60~70 | 2~3 | 高 | 高 |
| 熱変形温度(℃) | 95 | 130~140 | 90~100 | - | - |
| 切削加工性 | 優良 | 良好 | 良好 | 優良 | 普通 |
| コスト(指数) | 100 | 150~180 | 130~150 | 200~250 | 300~400 |
| 汎用性 | 非常に高い | 高い | 高い | 高い | 高い |
| 電気絶縁性 | 優良 | 優良 | 優良 | 導電 | 導電 |
| 耐候性 | 普通 | 優良 | 優良 | 良好 | 優良 |
| 加工品事例 | ABS樹脂加工品事例 | ポリカーボネート加工品事例 | アクリル加工品事例 | ― | ― |
比較表から見るABS樹脂の優位点
上記の比較表から、ABS樹脂には以下のような優位点が確認できます。
最軽量クラスの密度により、軽量化が求められる用途に最適です。他の樹脂素材と比較しても軽く、金属素材と比べると約1/3~1/8の軽さを実現します。製品の取り扱いが容易になり、輸送コストの削減にも貢献します。
優れた切削加工性を持ち、マシニングセンターでの精密加工が容易です。工具の選定と加工条件を適切に設定することで、高い寸法精度と良好な表面仕上げを安定して得ることができます。
最も低いコスト指数を示しており、材料費を抑えられます。他の樹脂素材や金属素材と比較して1.3~4倍のコストメリットがあり、試作から量産まで経済的に対応できます。
衝撃強度のバランスが良く、アクリル樹脂と比較して約7~10倍の衝撃強度を持ちます。割れにくく、粘り強い特性により、実用部品として信頼性の高い性能を発揮します。
電気絶縁性に優れ、電気・電子機器の筐体や部品に適しています。金属素材のような導電性がないため、安全性が求められる用途にも安心して使用できます。
高い汎用性により、多様な産業分野で採用されています。入手性が良く、板材、丸棒など形状バリエーションも豊富で、小ロットから大量生産まで柔軟に対応可能です。
ABS樹脂の長所と短所
| 分類 | 内容 |
|---|---|
| 長所 | 機械的強度と靭性のバランスが優秀。剛性と衝撃吸収性を両立し、実用部品として信頼性が高い。 |
| 長所 | 切削加工性が良好で、マシニングセンターによる精密加工に適している。寸法精度の高い製品を安定製造できる。 |
| 長所 | 表面光沢と塗装性に優れる。外観部品としての適性が高く、メッキ処理も可能。 |
| 長所 | コストパフォーマンスが高い。他の樹脂素材や金属素材と比較して材料費が安価。 |
| 長所 | 電気絶縁性を持つ。電気・電子機器の部品に適しており、難燃グレードも選択可能。 |
| 短所 | 耐熱温度が比較的低い(連続使用温度70~90℃)。高温環境では変形の恐れがある。 |
| 短所 | 耐候性がやや劣る。長期間の屋外使用では紫外線により黄変や強度低下が生じる可能性がある。 |
| 短所 | ケトン類や芳香族溶剤に侵される。特定の化学薬品との接触には注意が必要。 |
| 短所 | 吸湿性があり、寸法変化が起こりやすい。高精度加工では加工環境の管理が重要。 |
ABS樹脂加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 加工面の溶融・焼け | 切削速度過大、工具の摩耗、切り屑の滞留による発熱 | 適切な切削速度の設定、鋭利な工具の使用、エアブローによる冷却と切り屑除去 |
| 寸法精度の低下 | 材料の固定不良、切削抵抗による変形、温湿度変化 | 均等な固定力の分散、切削条件の最適化、加工環境の温湿度管理 |
| 表面粗さの悪化 | 工具の摩耗・欠損、送り速度不適切、ビビリ振動 | 定期的な工具交換、送り速度の微調整、剛性の高い固定方法の採用 |
| バリの発生 | 工具の切れ味低下、切削条件不適切、材料の軟化 | 鋭利な工具の使用、切削速度・送り速度の最適化、丁寧なバリ取り作業 |
| 加工後の反り・変形 | 残留応力の解放、固定時の過大な締め付け、発熱 | 粗加工と仕上げ加工の分離、応力解放時間の確保、適切な固定方法の選択 |
| 割れ・欠け | 切削抵抗過大、工具の鈍化、低温環境での加工 | 切削条件の適正化、鋭利な工具の使用、常温環境での加工実施 |
ABS樹脂の切削加工でお困りのことがございましたら、当社の豊富な加工実績と技術力でサポートいたします。お気軽にご相談ください。
電話での問い合わせは 0553-33-6927 まで
当社のABS樹脂加工が活躍する分野
当社では、ABS樹脂切削加工による特注精密部品を、さまざまな産業分野に提供しています。お客様の図面をもとに、1個からの小ロット対応や試作開発から量産まで、柔軟に対応いたします。
試作・開発分野では、製品開発の初期段階で必要となる試作部品を迅速に製作いたします。1個から数個の小ロット対応により、設計検証や機能確認を効率的に進めることができます。図面変更にも柔軟に対応し、開発スピードの向上に貢献します。
本製品のような特注精密加工部品は、標準品では対応できない特殊形状や高精度要求に応えるため、マシニングセンターによる3次元切削加工で製作します。複雑な形状や厳しい公差指定にも対応可能です。
主な加工実績分野
電気・電子機器分野:絶縁部品、筐体、カバー、コネクタ部品、基板固定部品など
自動車関連分野:内装部品、試作部品、治具、検査具など
産業機械分野:機械部品、カバー、ガイド部品、ハウジングなど
医療機器分野:非金属部品、試作部品、ケース類など
検査・測定機器分野:治具、固定具、ゲージ部品など
研究開発分野:実験装置部品、試験治具、試作モデルなど
お客様の用途に応じた最適なABS樹脂加工をご提案いたします。図面をお持ちであれば、まずはお気軽にお問い合わせください。
電話での問い合わせは 0553-33-6927 まで
よくある質問(FAQ)
Q1. ABS樹脂の切削加工は1個から対応できますか?
A1. はい、1個からの小ロット対応が可能です。試作や開発段階での少量生産から、量産まで柔軟に対応いたします。お客様の図面をもとに、必要な数量を製作いたしますので、お気軽にご相談ください。
Q2. ABS樹脂の切削加工で達成できる寸法精度はどの程度ですか?
A2. 当社のマシニングセンターによる切削加工では、一般公差±0.1mm、厳しい箇所では±0.05mm~±0.02mm程度の精度を実現しています。図面の公差指定に応じて、最適な加工方法と検査体制で対応いたします。
Q3. PDF図面だけで見積もりは可能ですか?
A3. はい、PDF図面をご支給いただければ、見積もり作成が可能です。図面を確認後、材料費・加工費・納期を含めた詳細なお見積書を作成いたします。図面が不明瞭な場合は、事前にご連絡させていただくこともございます。
Q4. 納期はどのくらいかかりますか?
A4. 製品の形状や数量、加工内容により異なりますが、一般的な小ロット品(1~10個程度)で5~7日程度が目安です。お急ぎの場合は短納期対応も可能ですので、ご相談ください。詳細な納期は、お見積もり時にお伝えいたします。
Q5. ABS樹脂以外の樹脂素材の切削加工もできますか?
A5. はい、対応可能です。ポリカーボネート(PC)、アクリル(PMMA)、ポリアセタール(POM)、6ナイロン(6PA)、66ナイロン(66PA)、PEEK、テフロン(PTFE)など、各種エンジニアリングプラスチックの切削加工に対応しております。素材選定からご相談いただけます。
Q6. 加工後の表面仕上げや追加工は可能ですか?
A6. 可能です。切削加工後のバリ取り、面取り、研磨仕上げなどに対応しています。また、タップ加工、インサート埋め込み、接着組立などの追加工も承ります。ご要望をお聞かせください。
Q7. ABS樹脂の色は選べますか?
A7. はい、選択可能です。一般的なナチュラル色(アイボリー)、黒色などの板材を在庫しています。何なりとご相談ください。
Q8. 図面がなくても加工できますか?
A8. 基本的には図面が必要ですが、サンプル品や手書きスケッチからの製作も可能です。当社でCAD図面を作成し、お客様に確認いただいた上で加工を進めます。まずはお手持ちの資料をお見せください。
Q9. ABS樹脂は屋外で使用できますか?
A9. ABS樹脂は屋外での長期使用にはあまり適していません。紫外線により黄変や強度低下が生じる可能性があります。屋外使用が想定される場合は、耐候性に優れたポリカーボネートやアクリルなど、他の樹脂素材をご提案いたします。
Q10. 加工中に材料が割れることはありますか?
A10. ABS樹脂は靭性が高く、適切な加工条件であれば割れにくい素材です。当社では、切削速度・送り速度・工具選定を最適化し、材料への負担を最小限に抑えた加工を行っています。万が一のトラブルにも迅速に対応いたします。
Q11. マシニングセンター加工以外の方法も対応できますか?
A11. はい、対応可能です。マシニングセンターによる切削加工のほか、旋盤加工、フライス加工、穴あけ加工、タッピング加工など、さまざまな加工方法に対応しております。製品形状に応じて最適な加工方法をご提案いたします。
Q12. 遠方からでも依頼できますか?
A12. はい、北海道から沖縄まで日本全国からのご依頼をお受けした実績がございます。図面はメールやFAXで受付可能です。製品は宅配便にて安全に梱包してお届けいたします。遠方のお客様も安心してご依頼ください。
ご注文から納品までの流れ
- お問い合わせ・図面支給:お問い合わせメールフォーム、メール、FAX(0553-32-1502)にて、図面やCADデータをご支給ください。図面がない場合もご相談に応じます。
- 図面確認と見積書作成:ご支給いただいた図面を確認し、加工内容・材料・数量・納期を検討した上で、詳細なお見積書を作成いたします。
- 見積書のご提出:お見積書をメールまたはFAXにてご提出いたします。ご不明な点がございましたら、お気軽にお問い合わせください。
- ご検討・注文書のご発行:お見積内容をご検討いただき、問題なければ注文書をご発行ください。正式受注後、加工準備を開始いたします。
- 材料手配とプログラム作成:必要な材料を手配し、CAD/CAMソフトウェアでNCプログラムを作成します。
- 加工・製作:マシニングセンターなどの工作機械を使用して、精密切削加工を行います。加工中は品質管理を徹底し、高精度な製品を製作します。
- 検査・品質確認:加工完了後、寸法測定器で各部の寸法を検査し、図面通りに製作されているか確認します。
- 梱包・出荷:検査合格後、製品を丁寧に梱包し、ご指定の納品先へ発送いたします。
- 納品完了:製品がお手元に届きましたら、内容をご確認ください。万が一、不具合がございましたら速やかに対応いたします。
まとめ
当社のABS樹脂切削加工サービスは、お客様支給のPDF図面をもとに、高精度な特注部品を1個から製作する体制を整えております。マシニングセンターを活用した3次元切削加工により、複雑な形状や厳しい公差要求にも対応可能です。
ABS樹脂は、機械的強度と靭性のバランスに優れ、切削加工性が良好なエンジニアリングプラスチックです。軽量で電気絶縁性を持ち、コストパフォーマンスにも優れているため、試作から量産まで幅広い用途に最適な素材です。
当社では、長年培ってきた樹脂加工の技術と経験により、ABS樹脂特有の加工課題を熟知しています。適切な工具選定、切削条件の最適化、固定方法の工夫により、高品質な製品を安定して製造いたします。
試作開発での小ロット対応から、量産品まで柔軟に対応し、お客様の開発スピード向上とコスト削減に貢献いたします。素材選定から加工方法まで、お客様のニーズに合わせた最適なソリューションをご提案いたします。
ABS樹脂の切削加工でお困りのことがございましたら、どうぞお気軽にご相談ください。豊富な加工実績と確かな技術力で、お客様の製品開発をサポートいたします。
電話での問い合わせは 0553-33-6927 まで
[ 3Dマシニング加工3D切削加工3D加工3D精密切削加工3次元マシニング加工3次元切削加工3次元加工3次元精密切削加工ABS樹脂ABS樹脂3D加工ABS樹脂3次元加工ABS樹脂マシニング加工ABS樹脂切削加工ABS樹脂加工ABS樹脂精密切削加工アクリロニトリルブタジエンスチレンアクリロニトリルブタジエンスチレン3D加工アクリロニトリルブタジエンスチレン3次元加工アクリロニトリルブタジエンスチレンマシニング加工アクリロニトリルブタジエンスチレン切削加工アクリロニトリルブタジエンスチレン加工アクリロニトリルブタジエンスチレン精密切削加工プラスチック3D加工プラスチック3次元加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック精密切削加工マシニング加工切削加工樹脂3D加工樹脂3次元加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


