




紙ベークライト切削加工品|穴あけ・皿ザグリ・ねじ加工
- プラスチック加工品例 -
紙ベークライト切削加工品|穴あけ・皿ザグリ・ねじ加工
この記事の要点
- 紙ベークライト(茶紙フェノール樹脂)5tを使用した、外寸25×35×t5mmの小物精密切削加工品です。
- 穴あけ・皿ザグリ・ねじ加工を集約し、電気絶縁部品・治具向けの特注形状に仕上げています。
- FAX図面(紙図面)をもとに、3軸マシニング/ボール盤/タッピング盤を使い分けて加工しています。
- 紙ベークライトは層状構造のため、送り・切削方向・工具状態が品質を左右します。剥離・欠けを抑える条件で安定品質を確保します。
- 関連情報: 加工品事例(加工事例一覧)/ ベークライト加工品一覧/ ねじ切り加工の事例/ タップ加工の事例/ フェノール樹脂(PF)素材解説

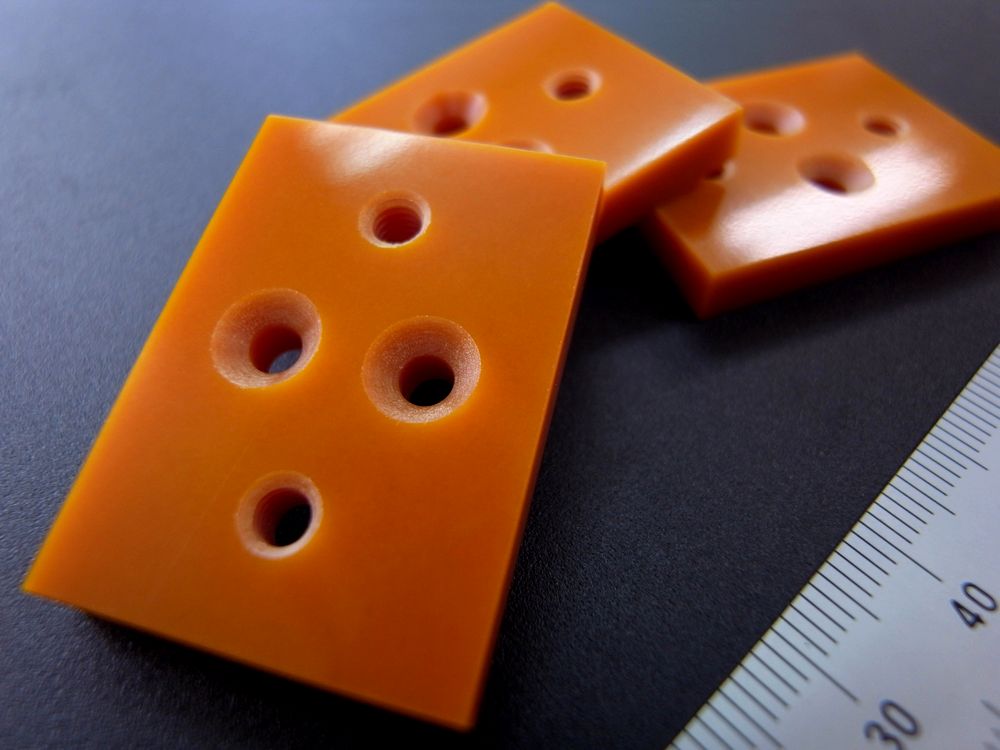
紙ベークライト(茶紙フェノール樹脂)5tを、外寸25×35mmの小物部品として精密切削。穴あけ・ねじ加工(M4メスねじ)に加え、皿ザグリも含めて一貫対応し、電気絶縁部品や治具向けに特注製作した事例です。
▶ これまで作った紙ベークライト加工製品は、紙ベークライト加工の一覧ページをご覧ください。
▶ 詳しい素材情報は、フェノール樹脂(ベークライト,PF)素材詳細ページで確認できます。
紙ベークライトの切削加工(穴あけ・ねじ加工)の詳細解説
紙ベークライト(茶紙フェノール樹脂)の切削加工は、優れた電気絶縁性と機械的強度を活かした精密部品製造において重要な加工技術です。本製品は、客先からFaxで届いた紙図面に基づき、当社が特注部品として受注生産いたしました。
使用した素材は茶紙ベークライト樹脂5t板材で、3軸マシニングセンター、ボール盤、タッピング盤を組み合わせた加工を実施しております。完成品の外形寸法は横35mm×縦25mm×厚み5tで、フラットエンドミル、ドリル、C面取りカッター、タップといった専用工具を使い分け、各工程で最適な切削条件を設定しています。
紙ベークライトは層状構造を持つため、切削方向と送り速度の調整が仕上がり品質に大きく影響します。当社では長年の加工経験により、材料特性を熟知した精密加工を実現しております。
これまで作ったベークライト加工製品事例は、ベークライト加工品の一覧ページからご覧いただけます。
本事例の穴あけ加工について
本事例における穴あけ加工は、単なる丸穴加工ではなく、用途に応じた3種類の穴加工で構成されています。
- 貫通穴:部品固定や位置決めを目的としたφ3.4mmの貫通穴
- ねじ下穴:M4メスねじ加工に先立ち、適正径で加工した下穴
- 皿ザグリ穴:ねじ頭を沈めるためのφ6.4mm皿ザグリ加工
これらを「穴あけ・ねじ加工」として一連で管理することで、ねじ精度・座面の安定性・外観品質を同時に確保しています。
紙ベークライト加工工程ステップ
- 図面の読み取り:Faxで支給された紙図面を確認し、加工順序・基準面を決定
- 材料準備:茶紙ベークライト(PF)5t板材を切断し、加工基準面を整える
- 外形加工:3軸マシニングセンターで外形を切削(フラットエンドミル)
- 穴あけ加工(貫通穴):φ3.4の貫通穴を加工(位置精度を重視)
- 穴あけ加工(皿ザグリ):φ6.4の皿ザグリで座面を形成
- 穴あけ加工(ねじ下穴):M4メスねじ用の下穴を適正径で加工
- ねじ加工(M4メスねじ):タップ加工でねじ精度を確保(2カ所)
- バリ取り・糸面取り:欠け・層間剥離を抑える条件で仕上げ
- 最終検査:寸法・外観(欠け/バリ/座面)を確認して出荷
紙ベークライト切削加工で注意すべきポイント
- 切削速度の最適化:樹脂の熱変形を防ぐため適切な回転数設定が必要
- 送り速度の調整:層間剥離を防止する慎重な送り制御を実施
- 工具選定:超硬エンドミルによる長寿命と高精度の両立
- エアブローの使用:摩擦熱による樹脂変質を防止
- クランプ方法:変形を最小限に抑える適切な固定が重要
- 切り屑処理:連続的な排出による加工精度維持と作業環境保全
- 層方向の考慮:積層方向に配慮した加工計画の立案
本製品で使用した紙ベークライト樹脂について
本製品には茶紙ベークライト(紙基材フェノール樹脂)5t板材を使用しております。紙ベークライトは、クラフト紙を基材とした積層品で、優れた電気絶縁性と機械的強度を併せ持つ熱硬化性樹脂です。
ベークライト樹脂には、基材や特性により紙ベークライト、布ベークライト、ガラス布ベークライトなどの種類があり、用途によって最適な素材がチョイスされます。紙ベークライトは、コストパフォーマンスに優れ、電気絶縁用途に最も広く使用されるグレードです。
詳しい特性や種類については、フェノール樹脂(ベークライト,PF)の素材解説ページをご覧ください。
紙ベークライト樹脂の特性と優位性
紙ベークライト(フェノール樹脂)は、1907年にベルギー系アメリカ人化学者レオ・ベークランドによって開発された世界初の完全人工合成樹脂です。フェノールとホルムアルデヒドの重縮合により生成されるこの樹脂は、優れた電気絶縁性と機械的強度を併せ持ちます。
特に紙ベークライトは、クラフト紙を基材とした積層品で、繊維の配向により異方性を持ちながらも、一般的なプラスチックを大幅に上回る曲げ強度と圧縮強度を実現しています。また、熱硬化性樹脂の特性により、加熱によって更に硬化が進む性質を持ちます。
耐熱性においても連続使用温度130~150℃という高い性能を誇り、寸法安定性にも優れているため、精密部品への応用が可能です。さらに、優秀な電気絶縁性(体積抵抗率1012~1016 Ω・cm)により、電気・電子部品の絶縁材料として広く採用されています。
加工性の面では、切削加工適性が高く、従来の金属加工機械での精密加工が可能です。また、接着性や塗装性にも優れ、後加工による機能付与も容易に行えます。耐薬品性も良好で、多くの有機溶剤や弱酸・弱アルカリに対して安定した性能を維持します。
紙ベークライト樹脂の主要特性
| 特性項目 | 数値 | 単位 |
|---|---|---|
| 密度 | 1.35~1.45 | g/cm3 |
| 曲げ強度 | 150~200 | MPa |
| 圧縮強度 | 180~250 | MPa |
| 引張強度 | 40~70 | MPa |
| 衝撃強度(アイゾット) | 0.2~0.4 | J/cm |
| 連続使用温度 | 130~150 | ℃ |
| 体積抵抗率 | 1012~1016 | Ω・cm |
| 絶縁破壊強度 | 10~20 | kV/mm |
| 線膨張係数 | 20~30 | ×10-6/K |
| 吸水率(24h) | 0.3~1.2 | 重量% |
※上記数値は測定値であり、保証値ではありません。設計時には各材料メーカーのデータをご確認ください。
紙ベークライト・他樹脂素材・金属素材との比較表と優位性分析
| 特性 | 紙ベークライト | ガラスエポキシ樹脂 | ABS樹脂 | 高密度ポリエチレン | アルミ | 鋼材 |
|---|---|---|---|---|---|---|
| 密度(g/cm3) | 1.40 | 1.80 | 1.05 | 0.96 | 2.70 | 7.85 |
| 曲げ強度(MPa) | 175 | 425 | 60 | 35 | – | – |
| 引張強度(MPa) | 55 | 290 | 45 | 28 | 240 | 400 |
| 体積抵抗率(Ω・cm) | 1014 | 1014 | 1015 | 1016 | 10-6 | 10-4 |
| 連続使用温度(℃) | 140 | 155 | 80 | 85 | 200 | 500 |
| コスト指数 | 3 | 5 | 2 | 1 | 4 | 6 |
| 切削加工性 | ◎ | ○ | ◎ | ○ | ◎ | △ |
| 汎用性 | ◎ | ○ | ◎ | ◎ | ◎ | ◎ |
| 加工事例 | 紙ベークライト加工事例 | ガラスエポキシ樹脂加工事例 | ABS樹脂加工事例 | ポリエチレン加工事例 | – | – |
凡例:■紙ベークライト ■他の樹脂素材 ■金属素材
紙ベークライト樹脂の優位点
上記比較表から読み取れる紙ベークライトの優位性は以下の通りです:
- 優秀な電気絶縁性:金属材料と比べて圧倒的に高い絶縁性能(体積抵抗率1014 Ω・cm)
- 高い機械的強度:ABS樹脂の約3倍、高密度PEの5倍の曲げ強度
- 優れた耐熱性:ABS樹脂より60℃、高密度PEより55℃高い連続使用温度
- 軽量性:アルミニウムの約半分、ステンレス鋼の約1/6の重量
- コストバランス:ガラスエポキシの6割程度のコストで良好な性能
- 切削加工性:金属加工機械で高精度加工が可能
- 寸法安定性:熱変形が少なく精密部品に適用可能
- 汎用性:電気・機械の両分野で幅広く使用可能
ベークライト樹脂のバリエーション
紙ベークライト(紙フェノール)
クラフト紙を基材とした最も一般的なグレードです。優れたパンチング性と加工性を持ち、電気絶縁部品や機械部品に広く使用されます。コストパフォーマンスに優れ、量産品にも適しています。色調は茶色系で、電気絶縁用途に最適です。
布ベークライト(布フェノール)
綿布を基材とした高強度グレードです。紙ベークライトより機械的強度が高く、特に衝撃強度に優れているため、歯車や軸受など高負荷部品に使用されることもあります。ただし、価格は紙ベークライトの約2倍です。
ガラス布ベークライト
ガラス繊維布を基材とした最高強度グレードです。優れた寸法安定性と耐熱性を持ち、航空宇宙や精密機械分野で採用されます。透明感のある外観で、最も高い性能を発揮しますが、コストも最も高価です。
難燃ベークライト
UL94 V-0グレードの難燃性を持つ特殊グレードです。自己消火性があり、高い防火性能が要求される電気機器や建築材料に使用されます。通常の紙ベークライトはHBグレードですが、難燃グレードはより厳しい防火基準に対応します。
紙ベークライト樹脂の長所・短所分析
| 区分 | 項目 | 詳細説明 |
|---|---|---|
| 長所 | 優秀な電気絶縁性 | 体積抵抗率1014 Ω・cmの高絶縁性能で、配電盤や変圧器の絶縁材として最適 |
| 高い機械的強度 | 曲げ強度175MPa、圧縮強度200MPaで、構造材料としても使用可能 | |
| 優れた耐熱性 | 連続使用温度140℃、熱硬化性による高い寸法安定性 | |
| 良好な加工性 | 切削、穴あけ、ねじ切り等の機械加工が容易で、精密加工が可能 | |
| 寸法安定性 | 線膨張係数25×10-6/K、精密部品に適用可能 | |
| 耐薬品性 | 多くの有機溶剤や弱酸・弱アルカリに耐性あり | |
| 短所 | 脆性材料 | 衝撃に対して脆く、急激な力で割れやすい(衝撃強度0.2~0.4 J/cm) |
| 吸湿性 | 吸水率0.3~1.2%で、湿度変化により寸法変化が生じる場合がある | |
| 色調の制約 | 茶色系と黒色系の色調に限定され、他の着色が困難 | |
| リサイクル困難 | 熱硬化性樹脂のため再成形が不可能、廃棄時の処理が必要 |
紙ベークライト加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 層間剥離の発生 | 送り速度が速すぎる、工具の摩耗 | 適切な送り速度の設定、定期的な工具交換 |
| 切削面の焼け | 切削速度過多、摩擦熱の蓄積 | 最適回転数の選定、適切なクーラント使用 |
| タップ時の割れ | 下穴径不適切、タップ進入速度過大 | 適正下穴径の選定、手送りによる慎重な加工 |
| エッジ部の欠け | 工具の切れ味不足、クランプ不良 | 鋭利な工具使用、適切な固定方法の選択 |
| 寸法精度の低下 | 材料の吸湿による変形、熱変形 | 材料の前処理、加工環境の温湿度管理 |
紙ベークライト切削加工でお困りのことがございましたら、豊富な加工経験を持つ当社にお気軽にご相談ください。
電話での問い合わせは 0553-33-6927 まで
当社の紙ベークライト加工が活躍する分野
紙ベークライト切削加工は、その優れた電気絶縁性と機械的特性を活かし、多岐にわたる分野で活用されています。当社では、小ロット対応から量産まで、お客様のニーズに合わせた柔軟な製造体制で対応いたします。
電気・電子分野
配電盤絶縁板、変圧器絶縁部品、遮断器絶縁材、端子台、コネクタハウジング、電気計器筐体などの電気絶縁用途に最適です。体積抵抗率1014 Ω・cmの高い絶縁性能を活かし、安全性が要求される電気機器部品として広く採用されています。
機械・産業分野
治具、固定具、スペーサー、絶縁スペーサー、座金、工作機械部品、製造装置部品など、機械的強度と寸法安定性が求められる部品加工に対応します。特に、本製品のような特注精密加工部品の製造を得意としております。
自動車・輸送機器分野
電装品ケース、ECUハウジング、エンジン周辺絶縁部品などに使用されます。耐熱性と耐薬品性を活かし、過酷な使用環境下でも安定した性能を発揮します。
試作・開発分野
1個からの小ロット対応が可能なため、新製品開発や試作品製造にも最適です。図面段階からのご相談も承り、最適な加工方法をご提案いたします。当社の強みである小ロット・短納期対応で、お客様の開発スピードをサポートします。
主な加工実績分野
- 電気絶縁部品(配電盤、変圧器、遮断器、制御器)
- 機械部品(治具、スペーサー、固定具、座金)
- 電子機器部品(端子台、コネクタ、筐体)
- 自動車電装部品(ECUハウジング、絶縁材)
- 製造装置部品(工作機械、検査装置)
- 試作品・開発品(1個~小ロット対応)
よくある質問(FAQ)
Q1. 紙ベークライトの最大板厚はどのくらいまで対応できますか?
A1. 通常の仕入れでは厚さ0.4mm~60mmまでの紙ベークライト板材に対応しています。特に厚物の場合は、内部応力による反りを防ぐため、段階的な粗加工と仕上げ加工を行い、高精度を実現しています。60mmを超える特殊厚みについても、お問い合わせいただければ調達可能性を検討いたします。
Q2. 紙ベークライトの切削加工で注意すべき点は何ですか?
A2. 切削速度の管理が最も重要です。高速すぎると摩擦熱で樹脂が変質し、低速すぎると層間剥離が発生します。また、紙ベークライトは層状構造を持つため、積層方向を考慮した加工が必要です。クーラントの使用により熱を抑制し、鋭利な工具を使用することで良好な仕上がりを得られます。当社では、長年の経験から最適な加工条件を確立しております。
Q3. ねじ加工時に割れが発生することはありませんか?
A3. 下穴径の最適化と無理な負荷をかけない加工速度により割れを防止しています。紙ベークライトは脆性材料のため、機械タップではなく手送りによる慎重なねじ加工を行い、無理な力をかけないよう注意しています。M4などの細ねじでも、適切な加工条件により高品質なねじ切りが可能です。
Q4. 紙ベークライトの公差はどの程度まで対応可能ですか?
A4. 一般的な寸法公差は±0.1mm、精密加工では±0.05mm~±0.02mmまで対応可能です。ただし、材料の吸湿による寸法変化を考慮し、使用環境に応じた公差設定をご提案いたします。特に高精度が要求される部品については、材料の前処理や加工環境の管理を徹底しております。
Q5. 小ロット生産や試作品の対応は可能でしょうか?
A5. はい、1個からの小ロット生産に対応しています。試作品や特注品の場合、図面確認から加工方法の検討まで、お客様と密に連携して最適な製品を製造いたします。小ロット対応は当社の強みであり、開発段階からのサポートも承っております。
Q6. 紙ベークライトの耐薬品性はどの程度ですか?
A6. 多くの有機溶剤や弱酸・弱アルカリに対して良好な耐性を示します。ただし、強酸や強アルカリ、一部の極性溶剤には注意が必要です。具体的な使用環境をお教えいただければ、適用可否を判断いたします。必要に応じて、耐薬品性試験データのご提供も可能です。
Q7. 表面処理や後加工は可能ですか?
A7. 研磨加工、サンドブラスト加工などの表面処理に対応しています。また、金属インサート(ヘリサートやエンザートなど)の挿入も可能です。用途に応じて最適な後加工をご提案いたします。特に、ねじ部の強度向上が必要な場合は、インサート加工が効果的です。
Q8. 納期はどの程度見込めばよいでしょうか?
A8. 加工内容や数量により異なりますが、標準的な部品で5~7日程度です。複雑形状や大型品、特殊仕様の場合は2~3週間をいただく場合があります。急ぎの場合は、可能な限り短納期対応いたしますので、まずはご相談ください。
Q9. 材料の在庫状況や調達期間はいかがですか?
A9. 一般的な厚みの紙ベークライト板材はある程度在庫しております。特殊厚みや大判材料の場合、1~2週間の調達期間をいただく場合があります。事前にお問い合わせいただければ、材料の在庫状況や調達可能性を確認いたします。
Q10. 図面がない場合でも対応してもらえますか?
A10. はい、サンプル品からの図面起こしや簡単なスケッチからの設計提案も承っております。お客様のご要望をお聞きし、最適な形状と仕様をご提案いたします。紙図面やFax図面からの製作も、本製品のように実績がございます。
Q11. 他の樹脂材料との使い分けについて教えてください
A11. 電気絶縁性が必要な場合は紙ベークライト、より高い機械的強度が必要な場合は布ベークライト、最高の強度と寸法安定性が必要な場合はガラスエポキシ樹脂、軽量化重視の場合はABS樹脂をお勧めします。用途に応じて最適な材料選定をサポートいたします。
Q12. 紙ベークライトは屋外使用に適していますか?
A12. 紙ベークライトは紫外線に弱く、長期屋外使用には不向きです。屋外で使用する場合は、塗装による保護や紫外線安定剤入りグレードの使用をご検討ください。また、吸湿性があるため、防湿対策も必要です。屋外用途の場合は、別の材料のご提案も可能です。
加工依頼から納品までの流れ
- お問い合わせ・図面送付:メール/電話でご相談ください。図面はPDF・CAD・FAXに対応(図面なしはスケッチ・現物でも相談可)。
- 仕様確認・加工方法のご提案:用途・公差・数量・納期を確認し、最適な工程/材質/代替案をご提案します。
- お見積り提出:加工費・材料費・納期を明記した見積書を迅速にご提出します。
- ご注文・製作開始:ご注文確定後、材料手配と加工プログラム作成を進め、製作に入ります。
- 加工・検査:加工後に寸法/外観を確認し、必要に応じて工程内チェックを行います。
- 梱包・出荷:輸送中の破損を防ぐ丁寧な梱包で出荷します。
まとめ
本事例は、紙ベークライト(茶紙フェノール樹脂)5tを25×35×t5mmで精密切削し、貫通穴・皿ザグリ・M4メスねじ(下穴〜タップ)を一連工程で仕上げた小物加工例です。
紙ベークライトは層状構造のため、条件次第で欠け・剥離・割れが起きやすい素材ですが、当社では切削方向・送り・工具状態を最適化し、穴位置・座面・ねじ品質を安定させます。
紙ベークライトの穴あけ・皿ザグリ・タップ(M4など)で「欠け・剥離・割れ」が気になる場合は、図面(FAX/PDF)をお送りください。加工条件も含めて最適工程でご提案します。
電話での問い合わせは 0553-33-6927 まで
[ PFPL-FLEPL-PEMねじ切り加工ねじ加工フェノール樹脂フェノール樹脂切削加工フェノール樹脂加工フェノール樹脂精密切削加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ベークライトベークライト切削加工ベークライト加工ベークライト精密切削加工ボール盤加工切削加工樹脂切削加工樹脂加工樹脂精密切削加工穴あけ加工紙フェノール樹脂紙フェノール樹脂切削加工紙フェノール樹脂加工紙フェノール樹脂精密切削加工紙ベークライト紙ベークライト切削加工紙ベークライト加工紙ベークライト精密切削加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


