




PET切削加工品|微細溝0.5mm対応
- プラスチック加工品例 -
PET切削加工品|微細溝0.5mm対応
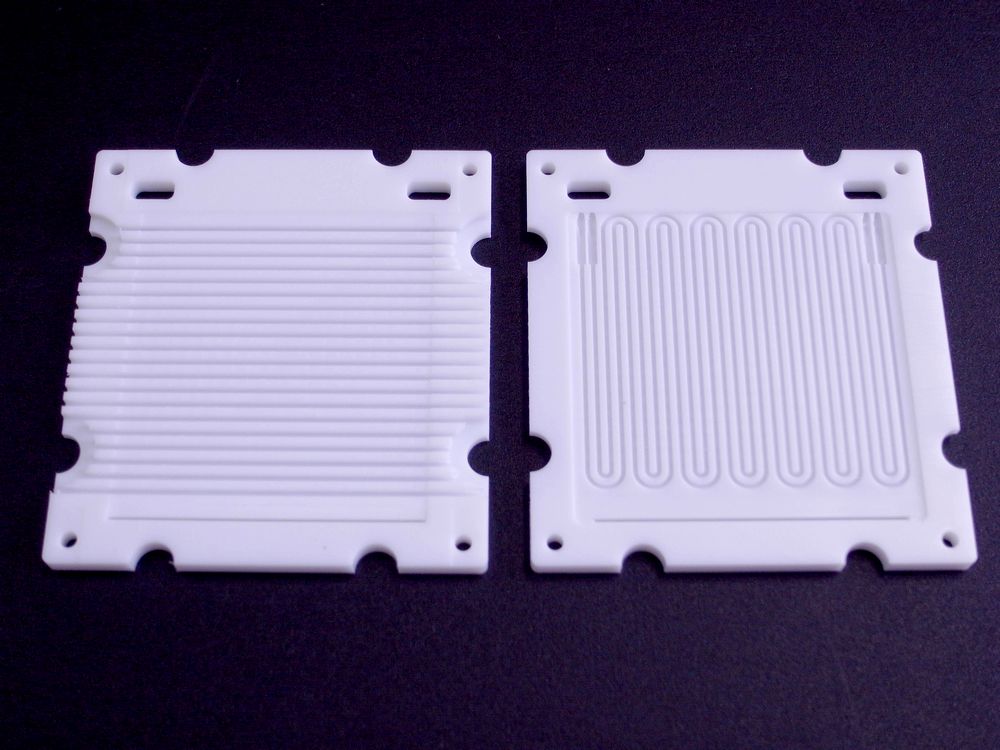
微細溝0.5mmに対応したPET切削加工品の事例です。60×55×t3mmの板材に、表裏から幅0.5mmの微細溝(貫通)と幅1mm溝19本を高精度に加工。穴あけ・長穴も含め、3軸マシニングで仕上げました。
幅0.5mmの貫通溝や薄板t3の反り対策、溝19本・角穴/長穴/ザグリまでの加工ポイントをまとめています。
この記事の要点

▶ これまで作ったPET切削加工製品は、PET切削加工品の事例一覧ページをご覧ください。
▶ 詳しい素材情報は、ポリエチレンテレフタレート(PET,ペット)の素材詳細ページでご確認いただけます。
PET切削加工品(微細溝0.5mm対応)の詳細解説
本製品は、白色のポリエチレンテレフタレート(PET樹脂)板材を使用し、3軸マシニングセンターによる高精度な切削加工を施した特注部品です。完成品の寸法は縦60mm×横55mm×厚さ3mmで、表裏双方から加工された複雑な溝形状と、精密な穴あけ加工が特徴です。
PET樹脂は透明性と強度に優れたエンジニアリングプラスチックであり、本製品では板材グレードを採用しています。幅0.5mmという極めて細い貫通溝や、幅1mmの精密溝加工を19本施すなど、高度な加工技術を要する製品となっています。当社では、3軸マシニングセンターにフルバックカッター(正面フライス)、フラットエンドミル、ドリルを組み合わせ、一貫した精密加工を実現しました。
PET樹脂の切削加工では、材料特性を理解した適切な工具選定と加工条件の設定が重要です。特に、摩擦熱による溶融やバリの発生を抑制するため、シャープな切れ刃を持つ工具と適切な切削速度を選定しています。また、ザグリ加工では深さ1.5mmの精密な制御を行い、最終検査では寸法測定と外観検査を徹底することで、高品質な製品を実現しています。
加工工程の概要(微細溝0.5mmのポイント)
※本項は加工事例の工程概要です。製品仕様により工程・条件は変わります。
- 図面確認・工程設計 – 支給された2次元CADデータを確認し、微細溝・薄板加工に適した工程順を決めます。
- 材料準備 – PET板材の切り出し・下準備を行い、薄板でも反りを抑えられる固定方法を選定します。
- 平面仕上げ(厚み管理) – 表裏を切削してt3mmに仕上げ、基準面を作って精度を安定させます。
- 外形・掘り込み加工 – 外形60×55mmの輪郭加工と、R部の掘り込み(例:R2.75)をまとめて加工します。
- 穴・角穴・座ぐり加工 – 丸穴/四角穴(貫通)と、必要箇所のザグリ・掘り込みを一括で仕上げます。
- 溝加工(表裏+微細) – 表側の幅1mm溝(19本)、裏側の溝形状、さらに幅0.5mmの貫通溝を条件最適化しながら加工します。
- 仕上げ・検査 – バリ取り・糸面取りを実施し、寸法・外観を確認して出荷します。
微細溝(幅0.5mm)を安定させる加工ポイント
本事例の微細溝は、幅0.5mmの貫通溝を表裏から加工して成立させています。
- 条件最適化(回転・送り・切り込み) – 発熱を抑える条件に調整し、溶着・バリ・寸法ズレを防ぎます。
- 工具(刃物)管理 – 切れ味重視の工具を選び、摩耗は早めに交換して面粗さ悪化を抑えます。
- 冷却・切粉排出 – エアブロー等で温度上昇と切粉噛み込みを抑え、微細溝の安定性を高めます。
- 固定と反り対策 – 薄板はたわみやすいため、治具・当て板などで振動と変形を抑えます。
- 微細加工の段階加工 – 小径工具は負荷が増えやすいので、複数パスで仕上げて欠け・寸法ブレを防ぎます。
本製品で使用したポリエチレンテレフタレート樹脂について
本製品には、白色のポリエチレンテレフタレート(PET)樹脂板材を使用しています。PET樹脂は、ペットボトルの原料として広く知られていますが、工業用途では高い機械的強度、優れた寸法安定性、良好な耐薬品性を持つエンジニアリングプラスチックとして重要な素材です。
PET樹脂には、透明グレード、白色グレード、ガラス繊維強化グレードなど、用途に応じた様々なバリエーションがあります。本製品では板材に適した白色グレードを採用し、精密切削加工に最適な物性を活用しています。
ポリエチレンテレフタレート樹脂の詳しい特性や種類については、ポリエチレンテレフタレート(PET,ペット)素材解説ページをご覧ください。素材の選定から加工方法まで、専門的な情報を掲載しています。
ポリエチレンテレフタレート樹脂の特性と優位性
ポリエチレンテレフタレート(PET)樹脂は、精密部品で評価されやすい強度・寸法安定・耐薬品性をバランス良く備えたエンジニアリングプラスチックです。
- 機械的強度 – 剛性が高く、形状保持が必要な部品に向きます。
- 寸法安定性 – 低吸水で、湿度変化による寸法ブレが起こりにくい素材です。
- 耐薬品性 – 酸・油脂・多くの溶剤に強く、工業環境で使いやすい特性です。
- 耐熱性 – グレードにより使用温度域が広く、条件に合わせた選定が可能です。
- 電気絶縁性 – 電気特性が安定し、絶縁スペーサーや電子部品周りに適しています。
- 透明性(グレード依存) – 無着色グレードは透明性が高く、見た目を重視する用途にも使われます。
- リサイクル性 – 回収・再利用の仕組みが整っており、環境配慮の面でも選ばれます。
ポリエチレンテレフタレート樹脂の主要特性(物性値)
| 特性項目 | 単位 | 非強化PET | ガラス繊維30%強化PET |
|---|---|---|---|
| 密度 | g/cm3 | 1.29 ~ 1.40 | 1.55 ~ 1.70 |
| 引張強度 | MPa | 48 ~ 73 | 138 ~ 166 |
| 破断時伸び | % | 30 ~ 300 | 2.0 ~ 7.0 |
| 引張弾性率 | MPa | 2,800 ~ 4,200 | 9,000 ~ 9,900 |
| 曲げ強度 | MPa | 96 ~ 131 | 207 ~ 248 |
| ガラス転移温度 | ℃ | 70 ~ 80 | 70 ~ 80 |
| 融点 | ℃ | 250 ~ 260 | 250 ~ 260 |
| 連続使用温度 | ℃ | 70 ~ 100 | 120 ~ 150 |
| 線膨張率 | ×10-5/℃ | 6.5 | 1.8 ~ 3.0 |
| 吸水率(24時間) | % | 0.10 ~ 0.20 | 0.05 |
| 成形収縮率 | % | 2.0 ~ 2.5 | 0.2 ~ 0.9 |
※上記数値は代表値であり、グレードやメーカーにより異なります。設計・製造の際は各材料メーカーの仕様書をご確認ください。用途条件(温度・薬品・荷重)を加味して選定してください。
PETと他素材の比較(優位性の整理)
PET樹脂は他のエンジニアリングプラスチックや金属材料と比較して、「寸法安定」「耐薬品」「加工性」のバランスが良く、薄板の微細溝に向いた、優れた総合バランスを持つ材料です。以下の比較表では、PET樹脂の特性を同じポリエステル系樹脂であるPBT、汎用エンジニアリングプラスチックのPOM、高性能樹脂のm-PPE、PET複合材料のユニレート、そして代表的な金属材料と比較しています。
| 特性項目 | PET (ポリエチレンテレフタレート) |
PBT (ポリブチレンテレフタレート) |
POM (ポリアセタール) |
m-PPE (変性ポリフェニレンエーテル) |
ユニレート (PET複合材料) |
アルミニウム (A5052) |
ステンレス (SUS304) |
|---|---|---|---|---|---|---|---|
| 密度 (g/cm3) | 1.29-1.40 | 1.30-1.38 | 1.41-1.42 | 1.06-1.08 | 1.63 | 2.68 | 7.93 |
| 引張強度 (MPa) | 48-73 | 50-60 | 60-70 | 55-65 | 110 (縦) 65 (横) |
205-260 | 520-720 |
| 連続使用温度 (℃) | 100-115 | 60-120 | 90-100 | 100-130 | 120 | 200-300 | 600-800 |
| 吸水率 (%) | 0.10-0.20 | 0.07-0.10 | 0.22-0.25 | 0.06-0.10 | 0.10 | – | – |
| 絶縁破壊強さ (MV/m) | 20-25 | 18-22 | 18-20 | 19-21 | 37 | – | – |
| 耐酸性 | ◎ | ◎ | △ | ○ | ○ | ○ | ◎ |
| 耐アルカリ性 | △ | × | △ | ◎ | × | ○ | ◎ |
| 加工性 | ◎ | ◎ | ◎ | ○ | ◎ | △ | △ |
| コスト | ○ | ○ | ○ | △ | △ | ○ | △ |
| 切削加工事例 | PET切削加工事例 | PBT切削加工事例 | POM切削加工事例 | m-PPE切削加工事例 | ユニレート切削加工事例 | – | – |
※ 評価基準:◎=極めて優秀、○=良好、△=やや劣る、×=不適
※ 耐薬品性(酸・アルカリ)は濃度・温度・時間で変動します。
比較の要点(設計・調達向け)
- PETは、電気絶縁性・寸法安定性・耐薬品性・加工性のバランスに優れ、精密電子部品や絶縁部品に最適です。低吸水率により長期安定性が高く、幅広い酸・溶剤に耐性があります。
- PBTは、PETと同じポリエステル系で性質が近く、射出成形での流動性に優れますが、耐アルカリ性はPETよりやや劣ります。POMは、優れた自己潤滑性と耐摩耗性を持ちますが、耐熱性と耐薬品性はPETより低くなります。m-PPEは、軽量で優れた電気特性を持ちますが、一部の有機溶剤に弱い傾向があります。
- ユニレートは、PETにガラス繊維・フィラーを複合した高機能材料で、絶縁破壊強さ37 MV/mと極めて高い絶縁性、反り・歪みの少ない優れた寸法安定性、切削加工時の粉落ちが僅少という特長があります。材料価格は高価ですが、高精度加工が必要な電気絶縁用途に最適です。
- アルミニウムA5052は金属の中では軽量で耐食性に優れますが、導電性のため電気絶縁用途には使用できません。ステンレスSUS304は最高強度と耐熱性を持ちますが、密度が高く重量増加と切削加工の難易度が課題となります。
PETが選ばれる理由(微細溝・薄板に強い)
PET樹脂は、電気絶縁性、寸法安定性、耐薬品性、加工性のバランスに優れ、精密電子部品や絶縁部品において金属代替材料として最適です。ガラス繊維強化グレードでは耐熱性と機械的強度がさらに向上し、より過酷な環境にも対応できます。ユニレートのようなPET複合材料を選択することで、さらに高度な性能要求にも応えられます。重量削減、絶縁性確保、コスト最適化を同時に実現できる材料として、PET樹脂は幅広い産業分野で採用されています。
ポリエチレンテレフタレート樹脂の長所と短所
| 長所(特徴) | 短所(注意点) |
|---|---|
| 高い機械的強度 引張強度50〜73MPa、曲げ強度90〜130MPaと、構造部品にも使える強度を有します。 |
耐衝撃性は中程度 ABSなどと比べると衝撃にやや弱く、強い衝撃が想定される用途では注意が必要です。 |
| 優れた寸法安定性 吸水率0.1〜0.2%と低く、湿度変化による寸法変動がほとんどありません。 |
加水分解の影響 高温・高湿度環境では、長期使用で物性低下が起こる場合があります。 |
| 良好な耐薬品性 多くの酸・溶剤・油脂に耐性を持ち、工業用途で安定して使用できます。 |
強アルカリに弱い 強アルカリ環境では分解や劣化が進行する可能性があります。 |
| 良好な耐熱性 非強化で連続使用温度70〜100℃、強化グレードでは120〜150℃に対応します。 |
切削時の発熱 摩擦熱により溶融やバリが出やすく、加工条件の最適化が必要です。 |
| 高い電気絶縁性 誘電特性が安定しており、電気・電子部品用途に適しています。 |
耐候性に限界 紫外線環境では変色・物性低下の可能性があります。 |
| リサイクル性 回収・再利用が容易で、環境負荷の低い素材です。 |
難燃性は標準レベル 難燃用途では専用グレードの選定が必要です。 |
凡例: ■ 長所 ■ 短所
PET樹脂加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| バリの発生 | 切削条件不適合、工具摩耗、摩擦熱による溶融 | シャープな工具選定、切削速度の最適化、エアブロー冷却を徹底 |
| 寸法精度の低下 | 熱膨張、固定不良によるたわみ・振動 | 加工順序の最適化、適切な治具固定、冷却管理 |
| 溶着・溶融 | 切削速度過多、切り込み過大、冷却不足 | 浅切り込み+複数パス、低発熱条件設定、エアブロー併用 |
| 表面粗さの悪化 | 工具摩耗、条件不適合、ビビリ振動 | 工具管理の徹底、回転数・送り速度の最適化 |
| 微細加工の不安定化 | 小径工具のたわみ、切削抵抗の増大 | 段階加工(複数パス)、工具突き出し最適化 |
| 工具摩耗の進行 | 切削条件過多、工具材質不適合 | 超硬工具採用、条件見直し、定期交換 |
凡例: ■ トラブル・原因 ■ 対策
PET樹脂の切削加工でお困りの際は、経験豊富な当社の技術スタッフがお客様の課題を解決いたします。図面をお送りいただければ、最適な加工方法をご提案させていただきます。
電話での問い合わせは 0553-33-6927 まで
当社のPET樹脂加工が活躍する分野
PET樹脂は低吸水による寸法安定性と機械的強度を活かし、精密部品や絶縁用途で採用されます。当社は小ロット対応で、試作・評価から量産前の検討まで柔軟に対応します。
- 精密機構部品 – 寸法安定性を活かし、機構部のガイド・プレート・治具などに適用されます。
- 電気・電子部品 – 絶縁スペーサーやケース部品など、電装周りの樹脂部品に使われます。
- 食品・衛生系装置部品 – 低吸水・耐薬品性を活かし、洗浄環境での部品に選ばれます。
- 医療・分析機器部品 – 精度と清浄性が求められる装置部品の試作・評価に対応します。
- 試作・開発部品 – 仕様変更の多い段階でも、1個から短納期で形にします。
実績の多い用途カテゴリ
- OA機器・事務機器部品(プリンター、コピー機、ファクシミリなど)
- 電気・電子機器部品(コネクタ、スイッチ、絶縁部品など)
- 食品製造装置部品(搬送部品、ガイド、スペーサーなど)
- 医療機器部品(診断装置部品、ケーシング、ホルダーなど)
- 産業機械部品(治具、ガイドレール、摺動部品など)
- 試作部品・開発部品(機能確認用サンプル、評価用部品など)
よくある質問(FAQ)
Q1. PET樹脂の切削加工は可能ですか?
はい、PET樹脂の精密切削加工は十分に可能です。当社では3軸マシニングセンターを用いて、複雑な形状や微細な溝加工にも対応しています。ただし、PET樹脂は摩擦熱で溶融しやすいため、適切な工具選定と切削条件の設定が重要です。当社では長年の経験から最適な加工条件を確立しており、高品質な製品を提供しています。
Q2. PET樹脂とPBT樹脂の違いは何ですか?
PET(ポリエチレンテレフタレート)とPBT(ポリブチレンテレフタレート)は、同じポリエステル系樹脂ですが特性が異なります。PETは寸法安定性と耐薬品性に優れ、吸水率が極めて低いのが特徴です。一方、PBTは成形性と電気特性に優れています。用途に応じて最適な素材をご提案いたしますので、お気軽にご相談ください。
Q3. 小ロット(1個~数個)の加工も対応していますか?
はい、1個からの小ロット加工に対応しています。試作品、開発用サンプル、少量生産品など、お客様のニーズに合わせて柔軟に対応いたします。当社は小ロット対応を得意としており、図面をお送りいただければ迅速にお見積りいたします。
Q4. 納期はどのくらいかかりますか?
加工内容や数量により異なりますが、標準的な部品で5~7日程度です。お急ぎの場合は特急対応も可能ですので、納期についてはお見積り時にご相談ください。図面の複雑さや加工工程数により変動しますが、できる限りご希望に沿うよう努めます。
Q5. 図面がなくても加工依頼できますか?
はい、現物サンプルやスケッチからの製作も可能です。お客様のご要望をお伺いし、当社で図面を起こすこともできます。ただし、より正確な製品を製作するためには、2次元または3次元のCADデータがあると最適です。お持ちの情報に応じて柔軟に対応いたしますので、まずはご相談ください。
Q6. PET樹脂の色は選べますか?
PET樹脂には透明、白色、黒色などのグレードがあります。ただし、板材として入手しやすいのは透明と白色です。本製品では白色のPET板材を使用していますが、用途に応じて最適なグレードをご提案いたします。特定の色が必要な場合は、お見積り時にご相談ください。
Q7. PET樹脂の加工で最も難しい点は何ですか?
PET樹脂加工で最も注意が必要なのは摩擦熱による溶融とバリの発生です。切削時の発熱により材料が溶けたり、バリが発生しやすくなります。当社ではシャープな工具の使用、適切な切削速度の設定、エアブローによる冷却などの対策を講じ、高品質な加工を実現しています。
Q8. ガラス繊維強化PET樹脂の加工も可能ですか?
はい、ガラス繊維強化PET樹脂の加工にも対応しています。ガラス繊維強化グレードは、非強化グレードと比較して強度と耐熱性が大幅に向上しますが、工具摩耗が進みやすいため、超硬工具の使用と適切な切削条件が必要です。当社では経験豊富な技術者が最適な加工方法を選定いたします。
Q9. PET樹脂は食品に触れる部品に使用できますか?
はい、FDA(米国食品医薬品局)基準に適合するPETグレードを使用すれば、食品に触れる部品にも使用できます。ペットボトルの原料としても使用されているように、PET樹脂は食品衛生性に優れています。食品用途の場合は、適切なグレードの選択が重要です。
Q10. 複雑な3次元形状の加工も対応していますか?
はい、3軸マシニングセンターを使用し、複雑な3次元形状の加工に対応しています。本製品のように、直線と曲線が入り混じった溝加工や、多面的な加工も可能です。CAD/CAMシステムを活用し、お客様の図面データから最適な加工プログラムを作成いたします。
Q11. バリ取りや面取り加工も含まれますか?
はい、バリ取りと糸面取り加工は標準的に含まれています。切削加工後に発生するバリを丁寧に除去し、角部には糸面取りを施すことで、高品質な仕上がりを実現しています。特別な表面処理が必要な場合は、別途ご相談ください。
Q12. PET樹脂は屋外で使用できますか?
PET樹脂は長期間の紫外線暴露により物性が低下する可能性があります。屋外での使用を想定される場合は、UV安定剤入りグレードの選定や、塗装・コーティングなどの対策が必要です。用途をお知らせいただければ、最適な対策をご提案いたします。
お問い合わせから納品までの流れ
- お問い合わせ・図面支給 – メール、電話(0553-33-6927)、FAX(0553-32-1502)などでお問い合わせいただき、図面データ(2D/3D CAD推奨)または現物サンプルをお送りください。
- お見積り作成・提出 – 図面を確認し、加工内容・数量・納期を踏まえて詳細なお見積りを作成いたします。
- ご注文・製作開始 – お見積り内容にご納得いただけましたら、注文書を発行いただき製作を開始します。
- 加工・検査 – 高精度な切削加工を実施し、寸法測定と外観検査で品質を確認します。
- 納品 – 検査に合格した製品を梱包し、指定の納品先へお届けいたします。
まとめ
ポリエチレンテレフタレート(PET)樹脂は、優れた機械的強度、高い寸法安定性、良好な耐薬品性を兼ね備えた、バランスの取れたエンジニアリングプラスチックです。特に、極めて低い吸水性により湿度変化による寸法変動がほとんどなく、精密部品に最適な素材です。
当社では、3軸マシニングセンターによる高精度な切削加工技術と、PET樹脂の特性を熟知した経験豊富な技術者により、複雑な形状や微細加工にも対応しています。本製品のような幅0.5mmの貫通溝や幅1mmの精密溝加工19本といった高難度加工も、適切な工具選定と加工条件により実現しています。
小ロット対応を得意とする当社では、試作品から量産部品まで、お客様のニーズに合わせて柔軟に対応いたします。PET樹脂の切削加工でお困りの際や、特注精密部品の製作をご検討の際は、ぜひ当社にご相談ください。図面をお送りいただければ、最適な加工方法と詳細なお見積りをご提案いたします。
電話での問い合わせは 0553-33-6927 まで
[ PETPETマシニング加工PET切削加工PET加工PET樹脂PET樹脂マシニング加工PET樹脂切削加工PET樹脂加工PET樹脂精密切削加工PET精密切削加工エルタライトエルタライトマシニング加工エルタライト切削加工エルタライト加工エルタライト精密切削加工ザグリ加工フライス加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ポリエチレンテレフタレートポリエチレンテレフタレートマシニング加工ポリエチレンテレフタレート切削加工ポリエチレンテレフタレート加工ポリエチレンテレフタレート精密切削加工マシニング加工切削加工四角穴加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工溝加工穴あけ加工精密切削加工長穴加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


