




塩ビ(PVC)複合加工|偏心穴+Rc1/8特注精密切削事例
- プラスチック加工品例 -
塩ビ(PVC)複合加工|偏心穴+Rc1/8特注精密切削事例
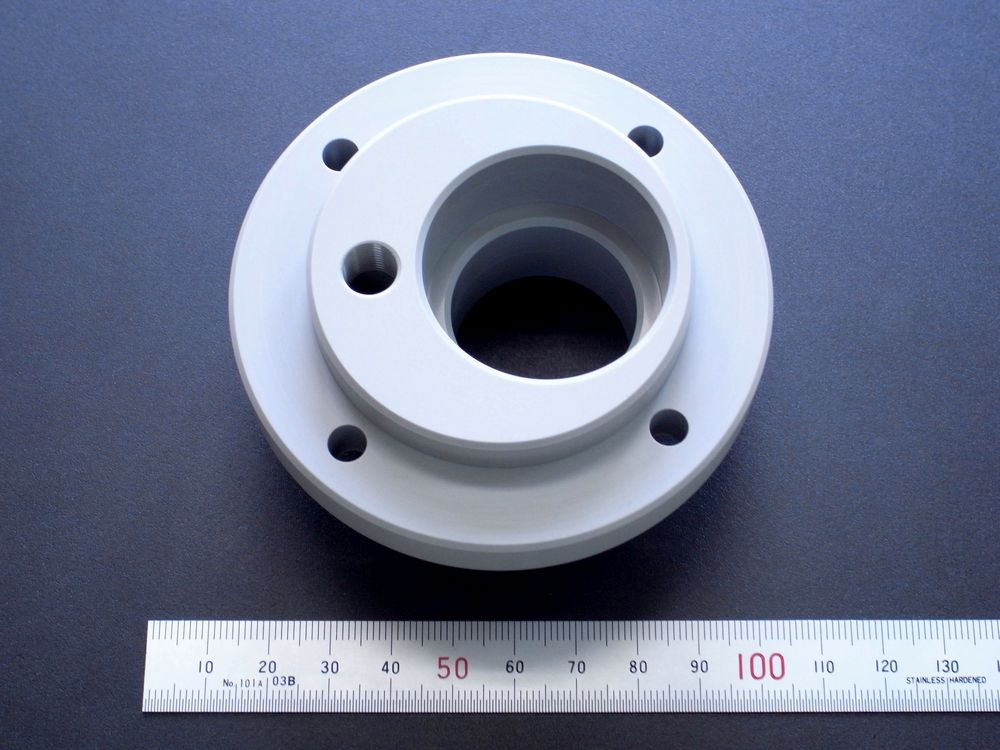
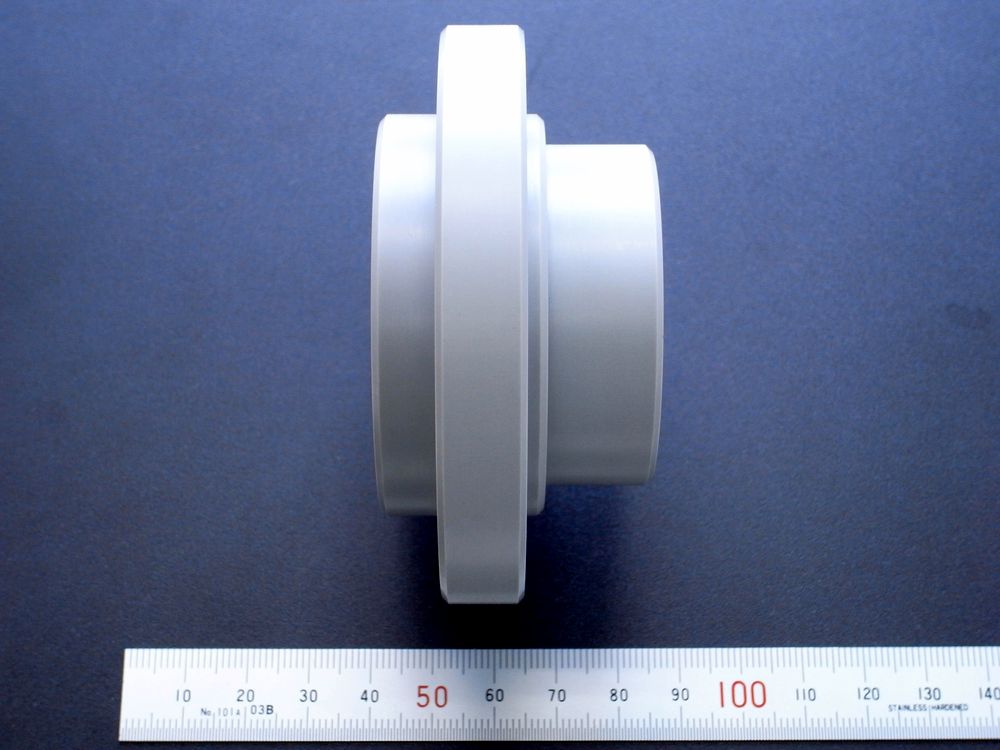
グレー塩ビ(PVC)板材からφ86×厚み40mmの段付き形状を製作し、7mm偏心ザグリ穴とRc1/8(PT1/8)テーパーねじまで複合加工で一貫対応した特注事例です。旋盤・マシニングセンター・タッピング盤を用い、1個から試作・図面支給に対応しています。
この記事の要点
- グレー塩ビ(PVC)を用いた、図面支給の特注精密切削加工事例です。
- 外寸はφ86×厚み40mmで、段付き外径を旋盤加工で仕上げています。
- 中心から7mm偏心した位置にザグリ穴を設け、マシニングで正確に再現しています。
- Rc1/8(PT1/8)テーパーねじをタッピング盤で加工し、検査を含めて品質管理しています。
- 関連情報:塩ビ(PVC)加工品事例一覧、ザグリ加工事例一覧、タップ加工事例一覧、ポリ塩化ビニル(塩ビ・エンビ・PVC)素材解説、お問い合わせ(図面送付・見積無料)
| 項目 | 内容 |
|---|---|
| 素材 | グレー塩ビ(グレーPVC)板材 |
| 外形寸法 | φ86×厚み40mm |
| 加工内容 | 段付き外径/7mm偏心ザグリ穴/Rc1/8テーパーねじ |
| 加工設備 | 旋盤/マシニングセンター/タッピング盤 |
| 仕上げ | バリ取り/糸面取り/寸法検査・外観検査 |
| 対応ロット | 1個からの試作・特注生産(PDF図面支給に対応) |
▶ これまで作った塩ビ(PVC)加工製品は、塩ビ加工品事例一覧ページをご覧ください。
▶ 詳しい素材情報は、ポリ塩化ビニル(塩ビ,エンビ,PVC)でご確認いただけます。
塩ビ(PVC)複合加工の加工内容と加工方法(偏心穴+Rc1/8)
グレー塩ビ(PVC)板材を素材に、旋盤・マシニングセンター・タッピング盤を組み合わせた複合加工で製作しています。段付き外径から7mm偏心ザグリ穴、Rc1/8テーパーねじまで、工程ごとに精度を積み上げて図面通りの完成品を実現しています。
工程設計の要点(旋盤+マシニング+タッピングの複合加工)
- 図面データ解析・加工計画策定:メールで支給されたPDF図面を詳細確認し、偏心位置・テーパーねじ・止まり穴の各加工手順と使用工具・治具を事前に計画。加工ミスを防ぐための準備工程として最も重要なステップです。
- 材料準備(素材調達・切断):グレー塩ビ板材を指定寸法に切断。PVC素材は切断時に内部応力の解放が起こりやすいため、余裕をもったブランクサイズを確保します。
- 旋盤加工(外径・段付き形状):バイトにて段付き外径φ86を加工し全体の基本形状を整える。PVCは弾性変形が起きやすいため、切込み量と送り速度のバランスが仕上げ精度を左右します。
- マシニングセンター加工(止まり穴・偏心ザグリ穴):ドリルによるフランジ部の止まり穴加工に続き、フラットエンドミルで反対側から7mm偏心したオフセット位置に大径ザグリ穴を加工。ワーク固定とオフセット量の正確な設定が品質のカギです。
- Rc1/8テーパーねじ加工・仕上げ検査:タッピング盤で専用タップを用いたRc1/8(PT1/8)テーパーねじ切削を実施。その後、全体のバリ取り・糸面取りを行い、各種測定機による寸法検査と外観検査で品質基準をクリアした製品のみ出荷します。
塩ビ(PVC)複合切削で注意すべきポイント(熱・固定・偏心穴・Rcねじ)
- 切削速度の管理:PVCは切削熱に弱く、過熱すると溶融・変色・寸法変化が生じます。切削速度は金属よりも高速が可能ですが、送り量を上げすぎないよう注意し、適宜エアブローやクーラントで冷却します。
- 工具選定(鋭利な刃先):PVCは切削抵抗が低い一方でバリが出やすいため、すくい角が大きく刃先が鋭利なHSS・超硬工具を選定します。鈍化した工具は表面粗さ悪化・バリ増大の原因になります。
- クランプ・固定方法:PVCは剛性が低く締め付け過ぎると変形・寸法狂いが生じます。柔らかいジョー(軟爪)を使い、均一なクランプ圧で固定することが高精度加工の前提条件です。
- テーパーねじ加工の精度管理:Rcテーパーねじはねじゲージによる管用テーパーねじゲージ(リングゲージ・プラグゲージ)で合否確認を行います。専用タップの状態管理(摩耗確認)も欠かせません。
- バリ取り・仕上げ:PVCのエッジはバリが発生しやすいため、精密バリ取りと糸面取りを全面に実施します。バリが残ると組付け時のトラブルや相手部品の損傷につながります。
本事例で使用した塩ビ(PVC)素材(グレー硬質PVC)について
本製品にはグレー色の硬質塩化ビニル(グレーPVC)板材を使用しています。硬質PVCは耐薬品性・電気絶縁性・耐候性に優れた汎用プラスチックで、化学プラント・水処理・電気機器などの分野で幅広く採用されています。
塩ビ(PVC)には硬質タイプ(Rigid PVC)・軟質タイプ(Flexible PVC)・透明タイプ・導電性タイプなどのバリエーションがあり、用途に応じて使い分けが可能です。今回使用したのは機械部品・構造部材に適した硬質グレーPVCです。
詳しい素材情報・バリエーション・物性データについては、下記の素材解説ページをご覧ください。
▶ ポリ塩化ビニル(塩ビ・エンビ・PVC)素材解説ページ
塩ビ(PVC)の特性と優位性
- 卓越した耐薬品性:酸・アルカリ・塩類・多くの有機化合物に対して高い耐性を示し、薬液環境での長期使用に適しています。
- 優れた電気絶縁性:電気を通さない特性があり、電気部品・絶縁体・電子機器周辺部品に多用されています。
- 加工の容易さとコストパフォーマンス:切削・接着・溶接・曲げと多様な加工方法に対応でき、素材コストも汎用樹脂の中で比較的安価です。
- 自己消火性:PVCは燃えにくく、着火源を取り除くと自然に消える自己消火性を有しています。安全性が求められる環境にも適しています。
- 耐候性:紫外線安定化グレードを選定することで屋外環境でもある程度の耐候性を発揮します。ただし長期間の直射日光下では表面劣化が生じる場合があり、用途に応じたグレード確認が必要です。
塩ビ(PVC)の主要特性(物性値)
| 物性項目 | 値 | 単位 |
|---|---|---|
| 比重 | 1.36 ~ 1.41 | – |
| 引張強さ(降伏) | 52 ~ 58 | MPa |
| 引張伸び(破断) | 10 ~ 50(降伏時 約3) | % |
| 曲げ弾性率 | 2,500 ~ 3,500 | MPa |
| ロックウェル硬さ | R100 ~ R120 | – |
| 連続使用温度 | 60 ~ 65 | ℃ |
| 線膨張係数 | 6 ~ 8 ×10-5 | /K |
| 体積抵抗率 | ≥1015 | Ω・cm |
| 吸水率(24h) | 0.04 ~ 0.10 | % |
| 難燃性(UL94) | V-0 | – |
※上記数値は未充填硬質PVC(Rigid PVC)の代表値です(ASTM・スミスメタル等データシートより)。グレード・試験条件・製品形状により異なる場合があります。引張伸び(破断)はグレードにより幅があります(降伏点伸び:約3%)。
塩ビ・他樹脂・金属素材との比較表と優位性分析
硬質PVCをABS樹脂・POM(ポリアセタール)・アクリル(PMMA)・MC901(MCナイロン)・A5052(アルミ合金)・SUS304(ステンレス)と比較します。用途・コスト・加工性の観点で素材選定の参考にしてください。
| 素材 | 比重 | 引張強さ (MPa) |
耐熱 (℃) |
耐薬品性 | 切削加工性 | コスト (指数) |
汎用性 | 加工事例 |
|---|---|---|---|---|---|---|---|---|
| 塩ビ(PVC) ※本製品素材 |
1.36 ~ 1.41 | 52 ~ 58 | 60 ~ 65 | ◎ | ◎ | ◎(安価) | ◎ | 塩ビ加工事例 |
| ABS樹脂 | 1.04 ~ 1.07 | 35 ~ 59 | 70 ~ 80 | ○ | ◎ | ◎ | ◎ | ABS樹脂加工事例 |
| POM(ポリアセタール) | 1.41 | 61 ~ 69 | 80 ~ 90 | ○ | ◎ | ○ | ◎ | POM加工事例 |
| アクリル(PMMA) | 1.19 | 65 ~ 77 | 80 ~ 90 | △ | ○ | ○ | ○ | アクリル加工事例 |
| MC901(MCナイロン) | 1.16 | 96 | 120 | ○ | ◎ | ○ | ◎ | MC901加工事例 |
| A5052(アルミ合金) | 2.68 | 195 ~ 260 | 150+ | △ | ○ | ○ | ○ | – |
| SUS304(ステンレス) | 7.93 | 520 ~ 720 | 400+ | ○ | △ | △(高価) | ○ | – |
凡例: ■ 塩ビ(対象素材) ■ 他樹脂素材 ■ 金属素材 ◎:非常に良い ○:良い △:やや不向き
※引張強さはASTM D638・JIS K7161等による代表値。A5052はJIS H4040各テンパー、SUS304はJIS G4303焼きなまし材の参考値。MC901の96MPa・120℃は公表仕様値(クオドラントポリペンコジャパン)。
比較表から見えるPVCの優位点
- 耐薬品性は最高水準:比較した素材の中で酸・アルカリへの耐性が最も高く、薬液管路や化学装置部品の素材として他を圧倒します。
- 低コストで調達しやすい:汎用樹脂の中でも安価で流通量が豊富。金属はもちろん、POMや特殊グレードの樹脂より材料費を抑えられます。
- 切削加工性が非常に高い:軟らかすぎず硬すぎない特性が工具の長寿命化と高能率加工に貢献。複雑形状も比較的短工程で仕上げられます。
- 電気絶縁性の高さ:体積抵抗率が >1016 Ω・cm と非常に高く、金属に代わる絶縁部品素材として電気・電子分野で重宝されます。
- 軽量かつ難燃:比重1.38と金属より大幅に軽く、かつUL94 V-0相当の難燃性を持つため、安全規格が求められる用途にも適しています。
塩ビ(PVC)の長所・短所
| 長所(特性・特徴) | 短所(特性・特徴) |
|---|---|
| 耐酸・耐アルカリ性に優れる(広範囲の薬液環境に対応) | 連続使用温度が低め(60 ~ 65℃。高温環境には不向き) |
| 電気絶縁性が高い(体積抵抗率 >1016 Ω・cm) | 低温脆性あり(0℃以下で衝撃強度が低下) |
| 加工性が良く寸法精度が出しやすい(旋盤・マシニング・接着など多工程対応) | 一部有機溶剤に弱い(ケトン系・塩素系溶剤などで膨潤・劣化の恐れ) |
| コストパフォーマンスが高い(入手性が良く比較的安価) | 線膨張係数が金属より大きい(精密な嵌め合い設計時に温度変化の考慮が必要) |
| 難燃性(UL94 V-0)を有する(自己消火性があり安全性が高い) | 廃棄・焼却時に配慮が必要(燃焼時に塩化水素ガスが発生する可能性) |
PVC加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 加工面の溶融・変色 | 切削速度が速すぎる、クーラント不足による切削熱の蓄積 | 切削条件の最適化(送り・速度調整)とエアブロー・クーラントを併用し切削熱を管理 |
| バリの発生 | 工具の摩耗、すくい角不足、送り量過多 | 鋭利な刃先の工具選定と定期的な工具交換。加工後に全面バリ取り・糸面取りを実施 |
| 寸法精度のばらつき | クランプ圧の過不足による変形、素材の内部応力 | 軟爪・均一クランプで変形を防止し、内部応力を考慮したブランクサイズで設計 |
| テーパーねじの不合格 | タップの摩耗、下穴精度の不足 | 下穴径の精度管理とねじゲージ(リング・プラグ)による全数確認を実施 |
| 偏心穴の位置ずれ | ワーク取り付け基準のずれ、オフセット設定ミス | 治具と基準面の精度確保、マシニングセンターの座標設定二重チェックにより偏心位置を正確に再現 |
上記のようなご不安がある場合も、ぜひ当社にご相談ください。図面に基づく加工可否の確認・最適な加工方法のご提案を無料で行っております。
当社のPVC加工が活躍する分野
PVC(塩ビ)は耐薬品性・電気絶縁性・加工の柔軟性が求められる分野で特に力を発揮します。当社では1個からの試作・小ロット生産に強みを持ち、本製品のような特注精密加工部品の製作実績が豊富です。
主な加工実績分野
- 化学・水処理設備:配管継手・バルブ部品・薬液槽用部品など、耐薬品性が必要な切削加工部品。
- 電気・電子機器:絶縁スペーサー・端子台・カバー類など、高い絶縁性を活かした機能部品。
- 産業機械・装置:センサー取付けブラケット・流量計部品・ポンプ周辺部品など各種機械用特注部品。
- 試作・開発分野:1個から対応の小ロット試作品。新製品開発段階での形状確認や機能検証用の精密加工部品にも対応しています。
塩ビ(PVC)加工に関するよくある質問(FAQ)
Q1. 塩ビ(PVC)の旋盤とマシニングの複合加工は可能ですか?
A1. はい、得意としております。旋盤での外径加工と、マシニングによる複雑な形状加工を組み合わせることで、1つの設備では不可能な多面・複雑形状も一貫製作が可能です。工程ごとの正確な基準出しにより、特注品ならではの高い寸法精度を実現します。
Q2. グレー塩ビ以外の色・グレードにも対応できますか?
A2. はい。透明塩ビ・クリーム色・導電性グレードなど、複数のバリエーションに対応しています。用途に応じた素材選定もご相談ください。
Q3. 偏心(オフセット)位置への穴あけ加工は対応できますか?
A3. はい、対応しています。本事例のように、中心から7mmオフセットした位置へのザグリ穴も、マシニングセンターを用いることで正確に再現可能です。専用治具と数値管理により、図面通りの位置精度を確実に確保します。
Q4. Rc(管用テーパーねじ)やPTねじの加工はできますか?
A4. 可能です。本製品ではRc1/8(PT1/8)テーパーねじを専用タップで加工し、ねじゲージによる全数確認を実施しています。他サイズもご相談ください。
Q5. 小ロット・1個からの試作加工は対応できますか?
A5. はい。1個からの試作・小ロット生産が当社の強みです。図面をお送りいただければ、加工可否と見積もりをご回答します。
Q6. 納期はどのくらいかかりますか?
A6. 加工内容や数量により異なりますが、標準的な部品で5 ~ 7日程度を目安としています。お急ぎの場合はご相談ください。
Q7. 塩ビは薬液環境でも使用できますか?
A7. はい。硬質PVCは酸・アルカリ・塩類に対して高い耐性を持ちます。ただし一部の有機溶剤(ケトン系・塩素系など)には弱いため、使用環境に応じた事前確認をおすすめします。
Q8. 塩ビ加工品の耐熱温度を教えてください。
A8. 硬質PVCの連続使用温度は60 ~ 65℃が目安です(荷重たわみ温度は約58 ~ 68℃)。それ以上の温度環境では変形・軟化の恐れがあります。高温対応が必要な場合はPEEK・PPSなどをご検討ください。
Q9. 見積もりに必要な情報は何ですか?
A9. 図面(2D・3D)と数量をご提供ください。材質・表面仕上げの指定や納期希望もあわせてお知らせいただくと、より正確な見積もりが可能です。
Q10. 材料の支給加工はできますか?
A10. はい、材料支給による加工にも対応しています。当社での素材調達も可能ですので、いずれもご相談ください。
Q11. 塩ビにタップ(Mねじ)加工はできますか?
A11. 可能です。M2 ~ M30 程度のMねじはもちろん、Rcテーパーねじ・ユニファイねじなど各種ねじ加工に対応しています。
Q12. 加工後の品質確認はどのように行っていますか?
A12. デジタルノギス、マイクロメーターほか、各種測定機を用いた寸法検査と、外観検査を実施しています。品質基準をクリアした製品のみを出荷しています。
お問い合わせから納品までの流れ
- お問い合わせ・図面支給:メールフォームまたはお電話で、図面(PDF・2D・3Dデータ)と数量をお送りください。
- 見積書の作成・ご提出:図面を確認のうえ、加工可否・価格・納期を記載した見積書をご提出します。
- 注文書のご受領:内容にご同意いただけましたら、注文書(発注書)をお送りください。
- 加工・検査:図面に基づき加工を実施し、寸法検査・外観検査で品質を確認します。
- 納品:検査合格品を梱包のうえ、指定の納品先へお届けします。
まとめ
塩ビ(塩化ビニル・PVC)は、耐薬品性・電気絶縁性・加工性・コストパフォーマンスを高い次元で兼ね備えた優れた樹脂素材です。旋盤加工とマシニング加工を組み合わせることで、偏心穴やテーパーねじといった複雑形状も高精度で仕上げることができます。
当社は1個からの小ロット・試作対応を強みとし、図面支給による特注精密加工部品の製作実績が豊富です。素材選定・加工方法のご相談から、品質確認・納品までワンストップで対応しています。
塩ビ(PVC)加工でお困りのことがあれば、お気軽にお問い合わせください。お見積もりは無料です。
電話での問い合わせは 0553-33-6927 まで
[ PVCPVCマシニング加工PVC切削加工PVC加工PVC旋盤加工PVC精密切削加工ザグリ加工タップ加工ねじ切り加工ねじ加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック旋盤加工プラスチック精密切削加工ポリ塩化ビニールポリ塩化ビニールマシニング加工ポリ塩化ビニール切削加工ポリ塩化ビニール加工ポリ塩化ビニール旋盤加工ポリ塩化ビニール精密切削加工ポリ塩化ビニルポリ塩化ビニルマシニング加工ポリ塩化ビニル切削加工ポリ塩化ビニル加工ポリ塩化ビニル旋盤加工ポリ塩化ビニル精密切削加工マシニング加工切削加工塩ビ塩ビマシニング加工塩ビ切削加工塩ビ加工塩ビ旋盤加工塩ビ精密切削加工塩化ビニール塩化ビニールマシニング加工塩化ビニール切削加工塩化ビニール加工塩化ビニール旋盤加工塩化ビニール精密切削加工塩化ビニル塩化ビニルマシニング加工塩化ビニル切削加工塩化ビニル加工塩化ビニル旋盤加工塩化ビニル精密切削加工旋盤加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂旋盤加工樹脂精密切削加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


