




PVC加工品|透明塩ビの精密切削事例
- プラスチック加工品例 -
PVC加工品|透明塩ビの精密切削事例
この記事の要点
- 加工概要:透明PVC(硬質)を厚板からマシニングセンターで精密切削(外寸7t×37×44、突起φ7×5mm×5箇所)。
- 品質・公差:白化・バリ抑制、治具固定、面粗さ管理、温度復帰後の寸法検査を実施。
- 適用分野:耐薬品性・難燃性・透明性が必要なカバー/治具/配管周辺部品に適合。
- 発注条件:試作1個〜小ロット対応。図面(PDF/DXF)支給。仕上げ・納期は形状と治具で変動。
- 関連情報:PVC加工品の一覧ページ、PVC素材解説ページ、公差データ、主要設備一覧、見積依頼メールフォーム(図面アップロード可)

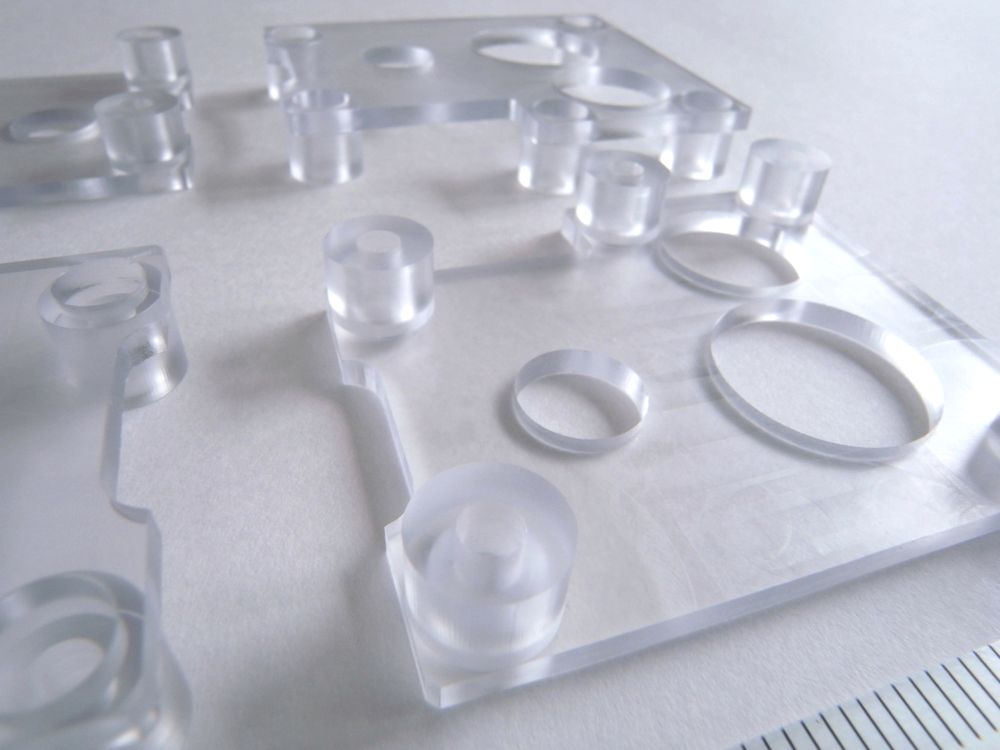
透明PVC(硬質塩ビ)を厚板からマシニングセンターで精密切削した特注部品の事例です。
外寸7t×37×44、突起φ7×5mm×5箇所を高精度に加工。
白化やバリを抑え、透明性と寸法精度を両立しました。
耐薬品性・難燃性・透明性を活かし、治具・カバー・配管部品などに使用されています。
図面支給で試作1個から対応可能です。
▶ 過去のPVC加工事例一覧は、PVC加工品の一覧ページをご覧ください。
▶ ポリ塩化ビニル(PVC)の特性や物性などの詳しい情報は、PVC素材解説ページをご覧ください。
PVC樹脂マシニング加工の詳細解説
本製品は、透明PVC板材(厚さ7mm)からマシニングセンターによる精密切削加工で製作した特注部品です。お客様から支給された紙図面をもとに、CAD/CAMでNCプログラムを作成し、高い寸法精度と再現性を実現しています。
PVC(ポリ塩化ビニル)樹脂は、切削加工性に優れ、透明性や耐薬品性が求められる用途に最適な樹脂素材です。本製品では、外寸7t×37mm×44mmの板材から、5つの突起部(φ7×5mm)を残す島残し加工や、直径の異なる3つの貫通穴加工、さらに反対面からのザグリ穴加工といった複雑な3次元形状を一貫加工で仕上げています。
▶ 他のPVC加工事例も掲載しています。PVC加工品の一覧ページをご覧ください。
加工工程ステップ
- 図面確認とCAD/CAMプログラミング
お客様から支給された紙図面をデジタル化し、加工に必要なNCプログラムを作成します。 - PVC板材のセッティング
7mm厚の透明PVC板材をマシニングセンターの治具に確実に固定します。 - 表面加工(フルバックカッター使用)
正面フライス(フェイスミル、フルバックカッター)により、板材表面を7mm厚に精密仕上げします。 - 外形切削加工(フラットエンドミル使用)
フラットエンドミルで外形を37mm×44mmの図面寸法通りに切削加工します。 - 島残し加工(突起部形成)
5つの突起部(φ7×5mm)を残すように、突起部以外を2mm深さまで切削します。 - 貫通穴加工(フラットエンドミル使用)
直径の異なる3つの貫通丸穴をフラットエンドミルで切削加工します。 - ワーク反転とザグリ穴加工
ワークを反転させ、島残しした5箇所に対して反対面からフラットエンドミルとドリルでザグリ穴加工を実施します。 - 寸法検査と外観検査
最終寸法をノギス・マイクロメーターで確認し、表面状態やキズの有無を目視検査します。
PVC切削加工で注意すべきポイント
- 切削速度の設定:PVCは熱可塑性樹脂のため、切削速度が速すぎると摩擦熱で溶融・変形します。適切な切削速度(50〜100m/min程度)を守ることが重要です。
- 工具選定:超硬エンドミルやダイヤモンドコーティング工具を使用し、切れ味の良い状態を保ちます。刃先の摩耗は加工精度に直結します。
- クーラント(切削油)の使用:エアブローや微量のクーラントで切削熱を抑え、切りくずを排出します。過度なクーラントはPVCの膨潤を招くため注意が必要です。
- 固定方法:PVCは比較的柔らかい素材のため、過度なクランプ力は変形の原因となります。適切な治具と固定圧で確実に保持します。
- 切りくずの排出:PVCの切りくずは静電気で工具やワークに付着しやすいため、こまめな除去が必要です。
- 加工後の寸法確認:PVCは温度変化による寸法変動が起こりやすいため、室温に戻してから最終検査を行います。
本製品で使用したPVC(ポリ塩化ビニル)樹脂について
本製品には透明PVC板材を使用しています。PVC樹脂(ポリ塩化ビニル、塩ビ)は、汎用プラスチックの中でも特に耐薬品性・難燃性・透明性に優れた素材として、幅広い分野で採用されています。
PVC樹脂には、硬質PVC(塩ビ板)と軟質PVCがあり、本製品のような精密切削加工には硬質PVCが使用されます。また、色のバリエーションも豊富で、透明・半透明・白色・グレー・黒色ほか、用途に応じて様々な色の選択が可能です。
▶ 詳しいPVC樹脂の特性や種類、物性値については、ポリ塩化ビニル(塩ビ,エンビ,PVC)素材解説ページをご覧ください。
PVC樹脂の特性と優位性
PVC(ポリ塩化ビニル)樹脂は、汎用性と機能性を兼ね備えた優れた工業用プラスチックです。特に以下のような特性から、様々な産業分野で採用されています。
耐薬品性に優れる:酸・アルカリ・アルコールなどの多くの薬品に対して高い耐性を示します。化学プラント部品や薬液配管部品などに最適です。
難燃性を有する:自己消火性があり、燃えにくい性質を持ちます。電気絶縁性も良好で、電気・電子部品のハウジングなどに採用されます。
透明性が高い:透明グレードは可視光の透過率が高く、内部の状態を目視確認できます。検査治具や液体タンク、カバー部品などに有効です。
切削加工性が良好:マシニングセンターやフライス盤での切削加工が容易で、複雑形状の試作品や小ロット生産に適しています。
コストパフォーマンスに優れる:比較的安価な汎用樹脂でありながら、多様な特性を持つため、コストと性能のバランスが取れた素材です。
電気絶縁性が高い:優れた絶縁特性を持ち、電気部品や配線カバーとして長年使用されています。
PVC樹脂の主要特性(物性値)
| 特性項目 | 単位 | PVC(硬質) |
|---|---|---|
| 比重 | – | 1.38〜1.45 |
| 引張強度 | MPa | 40〜60 |
| 引張弾性率 | GPa | 2.4〜3.5 |
| 曲げ強度 | MPa | 70〜110 |
| 圧縮強度 | MPa | 60〜80 |
| アイゾット衝撃強度(ノッチ付) | kJ/m2 | 5〜20 |
| ロックウェル硬度 | R スケール | 100〜115 |
| 熱変形温度(0.45MPa) | ℃ | 60〜75 |
| 線膨張係数 | ×10-5/℃ | 5〜8 |
| 熱伝導率 | W/(m·K) | 0.14〜0.17 |
| 吸水率(24時間) | % | 0.04〜0.4 |
| 体積抵抗率 | Ω·cm | 1014〜1016 |
※上記数値は一般的な硬質PVCの代表値です。グレードや配合により変動する場合があります。
PVC樹脂・他樹脂素材・金属素材との比較表と優位性分析
| 素材 | 比重 | 引張強度 (MPa) |
耐薬品性 | 切削加工性 | 透明性 | 難燃性 | コスト指数 | 汎用性 | 加工品事例 |
|---|---|---|---|---|---|---|---|---|---|
| PVC(硬質) | 1.38〜1.45 | 40〜60 | ◎ | ◎ | ◎ | ◎ | 100 | ◎ | PVC加工品事例 |
| アクリル(PMMA) | 1.18〜1.20 | 60〜75 | ○ | ○ | ◎ | △ | 120 | ○ | アクリル加工品事例 |
| ポリカーボネート(PC) | 1.20〜1.22 | 60〜70 | △ | ○ | ◎ | ○ | 200 | ◎ | ポリカーボネート加工品事例 |
| ABS樹脂 | 1.04〜1.06 | 40〜50 | △ | ◎ | × | △ | 110 | ◎ | ABS樹脂加工品事例 |
| MCナイロン | 1.15〜1.17 | 70〜85 | ○ | ○ | × | △ | 180 | ○ | MCナイロン加工品事例 |
| アルミニウム(A5052) | 2.68 | 195 | ○ | ◎ | × | ◎ | 150 | ◎ | ― |
| ステンレス(SUS304) | 7.93 | 520 | ◎ | △ | × | ◎ | 250 | ◎ | ― |
※評価:◎非常に良い、○良い、△普通、×劣る コスト指数:PVCを100とした相対値
PVC樹脂の優位点
上記比較表から、PVC樹脂には以下のような優位性が見られます。
- 耐薬品性がトップクラス:酸・アルカリ・溶剤など幅広い薬品に対する耐性は、他の汎用樹脂と比較して優れており、ステンレスに匹敵します。
- 透明性と難燃性を両立:透明グレードでは高い光線透過率を持ちながら、自己消火性を有する点が特徴的です。
- 切削加工性とコストのバランスが優秀:マシニング加工が容易で、かつ材料コストが低いため、試作や小ロット生産に最適です。
- 軽量性と寸法安定性:金属と比較して約1/2〜1/6の軽量性を持ち、輸送コストや組立性に優れます。
- 電気絶縁性が高い:体積抵抗率が1014〜1016Ω·cmと非常に高く、電気部品に安心して使用できます。
PVC樹脂の長所と短所の分析
| 長所(メリット) | 短所(デメリット) |
|---|---|
| 耐薬品性に優れる 酸、アルカリ、アルコールなど多くの薬品に対して高い耐性を示します。 |
耐熱性がやや低い 熱変形温度が60〜75℃程度のため、高温環境下での使用には不向きです。 |
| 難燃性を有する 自己消火性があり、燃えにくい性質を持つため、安全性が高い素材です。 |
衝撃強度がやや低い ポリカーボネートなどと比較すると、耐衝撃性はやや劣ります。 |
| 透明性が高い 透明グレードは可視光の透過率が高く、内部確認が必要な部品に最適です。 |
紫外線に弱い 長期間の屋外使用では、紫外線により黄変や劣化が進行する場合があります。 |
| 切削加工性が良好 マシニングセンターでの加工が容易で、複雑形状の試作や小ロット生産に適しています。 |
熱膨張係数が大きい 温度変化により寸法変動が生じやすいため、精密部品では温度管理が重要です。 |
| コストが安価 汎用樹脂の中でも特に安価で入手しやすく、経済的です。 |
一部の有機溶剤に侵される ケトン系やエステル系溶剤には膨潤や溶解が起こる場合があります。 |
| 電気絶縁性が高い 体積抵抗率が非常に高く、電気部品の絶縁材として信頼性があります。 |
静電気を帯びやすい 切削加工時に切りくずが静電気で付着しやすく、除去に手間がかかります。 |
PVC加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 切削面の溶融・バリ発生 | 切削速度が速すぎる、または工具の切れ味不足による摩擦熱の発生 | 適切な切削速度の設定と、定期的な工具交換で切れ味を維持 |
| 寸法精度の悪化 | 加工時の発熱による熱膨張、または固定力不足による変形 | 適切なクランプ圧の管理と、室温に戻してからの最終検査 |
| 切りくずの付着 | 静電気によるワークや工具への切りくず付着 | エアブローによるこまめな除去と、加工環境の湿度管理 |
| 表面の白化・キズ | 工具の送り速度が不適切、または固定治具との接触 | 最適な加工条件の設定と、保護シート・専用治具の使用 |
| 加工後のひずみ・反り | 材料内部の残留応力解放、または固定時の過剰な圧力 | 加工前の材料養生と、段階的な切削アプローチの採用 |
PVC加工でお困りの点がございましたら、お気軽にご相談ください。当社の豊富な加工経験をもとに、最適な解決策をご提案いたします。
電話での問い合わせは 0553-33-6927 まで
当社のPVC加工が活躍する分野
PVC樹脂の優れた特性を活かし、当社では化学・医療・電気・食品・半導体分野など、幅広い産業分野でPVC切削加工部品を製作しています。特に、耐薬品性や透明性が求められる試作開発分野では、1個からの小ロット対応により、お客様の開発スピードに貢献しています。
本製品のような特注精密加工部品は、図面支給による完全オーダーメイド生産です。複雑な3次元形状や厳しい寸法公差にも対応し、試作から量産まで柔軟にサポートいたします。
主な加工実績分野
- 化学プラント関連:薬液タンク部品、バルブ部品、配管継手、耐薬品性治具
- 医療・理化学機器:検査治具、透明カバー、液体用容器部品、実験装置部品
- 電気・電子機器:絶縁部品、端子カバー、電線保護部品、コネクタハウジング
- 食品機械関連:食品接触部品、透明検査窓、衛生的な機構部品
- 半導体製造装置:薬液配管部品、耐薬品性治具、クリーンルーム用部品
- 試作・開発分野:新製品の機能確認用試作部品、デザインモックアップ、1個〜数個の小ロット試作
図面1枚から、PVC精密切削加工のご相談を承ります。まずはお気軽にお問い合わせください。
電話での問い合わせは 0553-33-6927 まで
PVC加工に関するよくある質問(FAQ)
Q1. PVC樹脂の切削加工は1個から対応可能ですか?
A1. はい、1個からの小ロット対応が可能です。試作段階や開発用途での少量生産にも柔軟に対応しております。図面支給により、お客様のご要望に応じた精密加工を行います。
Q2. PVC板材の透明グレードと白色グレードの違いは何ですか?
A2. 透明グレードは可視光の透過率が高く、内部の状態確認が必要な用途に適しています。白色グレードは遮光性があり、光を通したくない部品や外観が重要な用途に使用されます。物性値に大きな違いはありません。
Q3. PVC加工品の納期はどのくらいですか?
A3. 形状や数量により異なりますが、図面確認後、通常5〜7日程度でお届けできます。お急ぎの場合はご相談ください。可能な限り短納期対応いたします。
Q4. PVCは食品に接触する部品に使用できますか?
A4. はい、食品衛生法に適合したPVCグレードを使用することで、食品接触用途にも対応できます。用途をお知らせいただければ、適切な材料をご提案いたします。
Q5. マシニングセンター加工での最小穴径や最小肉厚はどのくらいですか?
A5. 最小穴径はφ1mm程度、最小肉厚は0.5mm程度まで対応可能です。ただし、形状や材料の厚さにより変わる場合がありますので、詳細は図面を拝見した上でご相談させていただきます。
Q6. PVC切削加工で寸法公差はどの程度まで対応できますか?
A6. 標準的には±0.1mmの精度で加工しています。さらに厳しい公差が必要な場合は、±0.05mm程度から±0.02mm程度まで対応可能です。図面の公差指示に応じて最適な加工方法を選定いたします。
Q7. PVCとアクリルの違いを教えてください。どちらを選ぶべきですか?
A7. PVCは耐薬品性と難燃性に優れ、アクリルは透明性と表面硬度に優れています。薬品に触れる環境や難燃性が必要な場合はPVC、より高い透明性や表面の傷つきにくさが求められる場合はアクリルをお勧めします。
Q8. 図面がない場合でも加工依頼できますか?
A8. はい、手描きスケッチやサンプル品からでも対応可能です。お客様のご要望をヒアリングし、当社でCAD図面を作成して形状確認いたしますので、まずはお気軽にご相談ください。
Q9. PVC加工時に使用する切削油(クーラント)は何を使っていますか?
A9. PVC加工では、エアブローまたは微量の水溶性クーラントを使用しています。過度なクーラント使用はPVCの膨潤を招くため、最小限の使用で切削熱を抑え、切りくずを効率的に排出しています。
Q10. PVC加工品の表面仕上げはどの程度まで可能ですか?
A10. マシニングセンターでの切削仕上げ面(Ra 1.6〜3.2μm程度)が標準です。さらに滑らかな表面が必要な場合は、バフ研磨により、鏡面仕上げに近い状態まで対応できます。
Q11. 加工後のPVC製品は反りや変形が起こりませんか?
A11. PVCは熱可塑性樹脂のため、加工時の発熱や材料内部の残留応力により、わずかな反りが生じる場合があります。当社では、適切な固定方法と段階的な切削、室温での養生時間確保により、変形を最小限に抑えています。
Q12. PVC以外の樹脂素材の加工も可能ですか?
A12. はい、アクリル、ポリカーボネート、ABS樹脂、MCナイロン、POM、PEEK、テフロンなど、各種エンジニアリングプラスチックの切削加工に対応しております。用途に応じて最適な素材をご提案いたします。各種樹脂素材については、樹脂加工ドットコムのプラスチック素材一覧ページをご覧ください。
お問い合わせから納品までの流れ
- お問い合わせ(図面支給)
お問い合わせメールフォームまたはFAX(0553-32-1502)で、加工したい製品の図面をお送りください。手描きスケッチや参考サンプルでも構いません。 - 図面確認とお見積り作成
図面を確認し、加工内容・材料・数量に基づいて正確なお見積書を作成いたします。通常、1〜2営業日以内にご提出します。 - お見積書のご提出
お見積り内容をご確認いただき、ご納得いただけましたら正式なご注文をお願いいたします。 - ご注文書の受領
お客様からの正式なご注文書を受領後、直ちに加工準備に入ります。 - CAD/CAMプログラミングと加工
図面からNCプログラムを作成し、マシニングセンターで精密切削加工を実施します。 - 寸法検査・外観検査
加工後、寸法精度と表面状態を厳密に検査し、品質を保証します。 - 梱包・納品
検査合格後、丁寧に梱包してご指定の納品先へお届けいたします。
まとめ
PVC(ポリ塩化ビニル)樹脂は、耐薬品性・難燃性・透明性・切削加工性・コストパフォーマンスに優れた、産業用途で幅広く使用される樹脂素材です。本製品のような特注精密加工部品では、マシニングセンターによる高精度な切削加工により、複雑な3次元形状や厳しい寸法公差にも対応しています。
当社・株式会社三森製作所では、1個からの小ロット対応が可能で、試作開発段階から量産まで柔軟にサポートいたします。図面支給による完全オーダーメイド生産により、お客様のご要望に最大限お応えします。
PVC樹脂は、化学プラント・医療機器・電気部品・食品機械・半導体製造装置など、多様な産業分野で採用実績があります。特に、耐薬品性や透明性が求められる用途では、他の樹脂素材にはない優位性を発揮します。
加工でお困りの点、材料選定でのご相談、図面からのお見積りなど、どのようなことでもお気軽にお問い合わせください。当社の豊富な経験と技術力で、お客様の課題解決をサポートいたします。
電話での問い合わせは 0553-33-6927 まで
[ PVCPVCマシニング加工PVC切削加工PVC加工PVC精密切削加工プラスチックマシニング加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ポリ塩化ビニールポリ塩化ビニールマシニング加工ポリ塩化ビニール切削加工ポリ塩化ビニール加工ポリ塩化ビニール精密切削加工ポリ塩化ビニルポリ塩化ビニルマシニング加工ポリ塩化ビニル切削加工ポリ塩化ビニル加工ポリ塩化ビニル精密切削加工マシニング加工切削加工塩ビ塩ビマシニング加工塩ビ切削加工塩ビ加工塩ビ精密切削加工塩化ビニール塩化ビニールマシニング加工塩化ビニール切削加工塩化ビニール加工塩化ビニール精密切削加工塩化ビニル塩化ビニルマシニング加工塩化ビニル切削加工塩化ビニル加工塩化ビニル精密切削加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂精密切削加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


