ABS樹脂3D加工品
【ABS樹脂3D加工品】

【ABS樹脂3D加工品】

【ABS樹脂3D加工品】
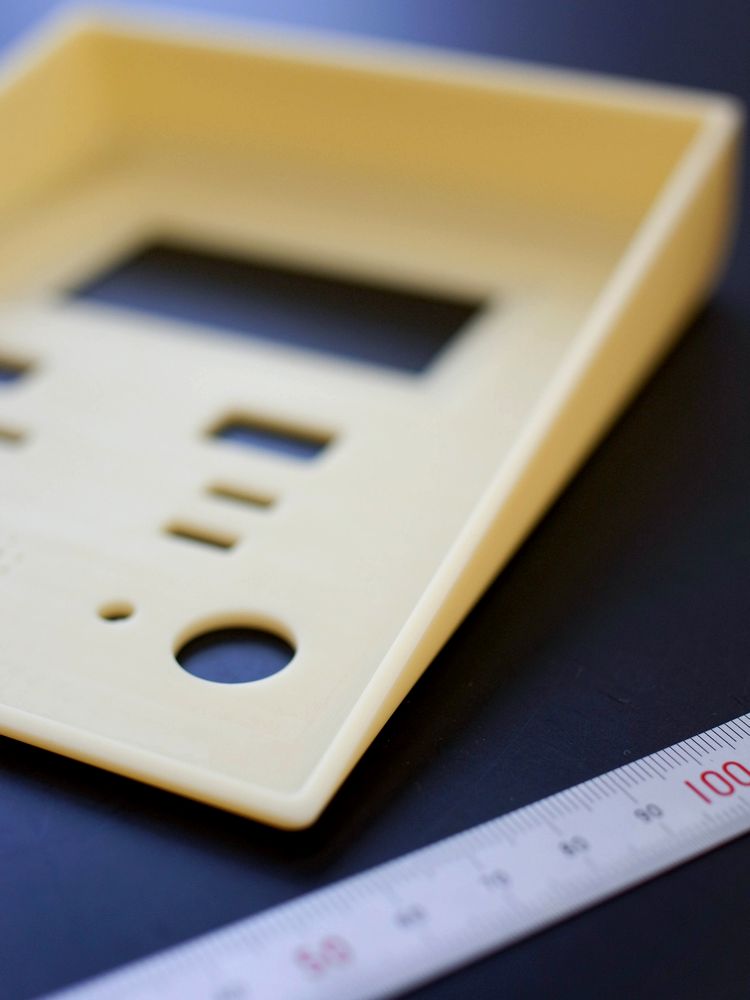
ABS樹脂3D加工品です。3次元CADデータを元に、CAMで切削プログラムを作成し、同時5軸マシニングセンターにて削り出しました。切削加工は裏表の2回に工程を分けるのですが、どのように固定(クランプ)するかがポイントでして、当社のノウハウとも言えます。ここから更に塗装を施せば、試作品とは思えない仕上がりになると思います。
ABS樹脂(アクリロニトリル・ブタジエン・スチレン)は、3つの成分を組み合わせた耐衝撃性と加工性に優れた熱可塑性樹脂です。強度と靭性のバランスがよく、自動車部品や家電製品、玩具など幅広い分野で使用されています。表面の仕上がりが良く、塗装やメッキとの相性も優れています。耐熱性や耐薬品性はやや劣るものの、日常用途では十分な性能を発揮します。リサイクル性も比較的高く、環境面でも注目されています。コストパフォーマンスの良さも、ABS樹脂が選ばれる理由の一つです。
(※これまで作った3D加工製品はこちら → 3D加工品)
(※これまで作った5軸加工製品はこちら → 5軸加工品)
(※詳しい素材情報はこちら → ABS樹脂(アクリロニトリルブタジエンスチレン))
ABS樹脂の同時5軸制御マシニング加工について
同時5軸制御マシニングセンターによる精密切削加工の詳細解説
同時5軸制御マシニングセンターは、従来の3軸制御では実現できない複雑な3次元形状の加工を可能にする高精度工作機械です。この技術により、一回のセットアップで多面加工が可能となり、加工精度の向上とリードタイムの短縮を実現しています。
加工プロセスの特徴
- 3次元CADデータからCAMプログラム生成: 設計データを直接活用し、高精度な加工プログラムを作成
- ボールエンドミルによる滑らかな仕上げ: 曲面加工に最適化された工具選択により、美しい表面仕上げを実現
- 裏表2工程の戦略的加工: 当社独自のクランプ技術により、変形を最小限に抑えた精密加工
- 複雑形状の一体成形: アンダーカット部分や複雑な内部構造も同時加工可能
従来の3軸加工との違い
3軸制御マシニングでは工具が垂直方向にのみ動作するため、複雑な形状や深い溝、アンダーカット部分の加工には限界があります。一方、同時5軸制御では工具と加工物が同時に動作することで、あらゆる角度からの加工が可能となり、加工精度の向上と工程数の削減を実現できます。
ABS樹脂(アクリロニトリルブタジエンスチレン)の詳細解説
ABS樹脂の基本構造と特性
ABS樹脂は、アクリロニトリル(A)、ブタジエン(B)、スチレン(S)の3つの成分を化学的に結合させたプラスチックです。各成分が異なる特性を持ち、それらが組み合わさることで優れたバランス性能を発揮します。
各成分の役割
- アクリロニトリル: 耐薬品性と剛性を向上
- ブタジエン: 耐衝撃性と靭性を付与
- スチレン: 加工性と光沢性を向上
ABS樹脂の長所・短所比較表
| 項目 |
長所(特徴・特性) |
短所(特徴・特性) |
| 機械的強度 |
引張強度・曲げ強度に優れる |
金属材料と比較すると強度は劣る |
| 耐衝撃性 |
優れた耐衝撃性・落下耐性 |
極低温下では脆くなる傾向 |
| 加工性 |
切削・成形加工が容易 |
高温加工時に熱変形の可能性 |
| 表面仕上げ |
優れた表面光沢・平滑性 |
傷がつきやすい場合がある |
| 接着・塗装 |
塗装・接着・メッキ性良好 |
一部の接着剤との相性に注意が必要 |
| 耐熱性 |
連続使用温度70-80℃ |
高温環境(100℃以上)での使用に制限 |
| 耐薬品性 |
一般的な薬品に対して安定 |
強酸・強アルカリ・有機溶剤に弱い |
| コスト |
優れたコストパフォーマンス |
エンジニアリングプラスチックとしては低価格 |
| リサイクル性 |
熱可塑性でリサイクル可能 |
分別・回収システムの課題あり |
ABS樹脂が使用される場面・用途の具体例
産業分野での活用事例
自動車産業
- 内装部品: ダッシュボード、コンソールボックス、エアコンルーバー
- 外装部品: バンパー、グリル、サイドモール
- 機能部品: エアフィルターボックス、配線カバー
家電・電子機器
- 筐体・ケース: テレビ、パソコン、プリンター、掃除機の外装
- 操作部品: ボタン、スイッチカバー、リモコン
- 内部部品: 基板ケース、コネクタ、配線カバー
日用品・玩具
- 玩具: ブロック玩具、プラモデル、電子玩具
- 日用品: 文房具、キッチン用品、浴室用品
- スポーツ用品: ヘルメット、プロテクター
産業機器・装置
- 筐体・カバー: 制御盤、計測器、医療機器
- 試作品: 新製品開発における機能確認用モデル
- 治具・ジグ: 製造現場での位置決め部品
ABS樹脂の主な物性値
基本物性値一覧表
| 物性項目 |
単位 |
標準値 |
特記事項 |
| 密度 |
g/cm³ |
1.04-1.06 |
軽量性に優れる |
| 引張強度 |
MPa |
40-50 |
十分な機械的強度 |
| 曲げ強度 |
MPa |
60-80 |
構造材として適用可能 |
| 衝撃強度(ノッチ付き) |
kJ/m² |
15-25 |
優れた耐衝撃性 |
| 曲げ弾性率 |
GPa |
2.0-2.5 |
適度な剛性 |
| 熱変形温度 |
℃ |
95-105 |
連続使用可能温度 |
| ガラス転移温度 |
℃ |
105-115 |
材料特性変化点 |
| 熱膨張係数 |
10⁻⁵/℃ |
6-8 |
寸法安定性良好 |
| 吸水率 |
% |
0.2-0.4 |
低吸水性 |
| 体積抵抗率 |
Ω・cm |
10¹⁶ |
優れた絶縁性 |
特徴的な物性値とその意味
優れた耐衝撃性
衝撃強度15-25 kJ/m²という値は、多くの用途で要求される耐久性を満たしており、落下試験や衝撃負荷に対して高い信頼性を提供します。
適度な熱変形温度
95-105℃の熱変形温度により、一般的な使用環境では十分な寸法安定性を保持し、自動車内装や家電製品での使用に適しています。
各種素材比較表とABS樹脂の優位点
樹脂素材比較表
| 素材名 |
密度 |
引張強度 |
耐熱性 |
加工性 |
コスト |
ABS樹脂との比較 |
| ABS樹脂 |
1.05 |
45 MPa |
100℃ |
◎ |
◎ |
基準 |
| PC樹脂 |
1.20 |
65 MPa |
140℃ |
○ |
△ |
高強度・高耐熱だが高価 |
| PP樹脂 |
0.90 |
35 MPa |
100℃ |
○ |
◎ |
軽量・低価格だが強度不足 |
| POM樹脂 |
1.41 |
70 MPa |
85℃ |
△ |
△ |
高強度だが加工性劣る |
| PA樹脂 |
1.14 |
80 MPa |
120℃ |
△ |
△ |
高強度だが吸水性あり |
金属素材比較表
| 素材名 |
密度 |
引張強度 |
加工性 |
コスト |
ABS樹脂との比較 |
| ABS樹脂 |
1.05 |
45 MPa |
◎ |
◎ |
基準 |
| アルミニウム |
2.70 |
250 MPa |
○ |
△ |
高強度だが重量・コスト増 |
| ステンレス |
7.90 |
500 MPa |
△ |
▲ |
超高強度だが重量・コスト大 |
| 真鍮 |
8.50 |
300 MPa |
○ |
▲ |
加工性良好だが重量・コスト大 |
ABS樹脂の優位点
1. バランスの取れた特性
機械的強度、加工性、コストのバランスが優秀で、多くの用途に対応可能
2. 優れた加工性
切削加工、射出成形、3D造形など、あらゆる加工方法に対応
3. 後処理の自由度
塗装、メッキ、接着、溶接など、多様な後処理が可能
4. コストパフォーマンス
エンジニアリングプラスチックの中では低価格でありながら高性能
よくあるご質問(FAQ)
Q1. ABS樹脂の同時5軸加工で、どの程度の精度が出せますか?
A1. 当社の同時5軸制御マシニングセンターでは、±0.05mmの加工精度を実現しています。ボールエンドミルを使用した滑らかな曲面加工により、後処理を最小限に抑えた高品質な仕上がりを提供いたします。
Q2. 複雑な3D形状でも一体成形は可能ですか?
A2. はい、可能です。アンダーカット部分や複雑な内部構造も、同時5軸制御により一回のセットアップで加工できます。従来の3軸加工では不可能だった複雑形状も、工程数を大幅に削減して製作いたします。
Q3. ABS樹脂加工時の切削条件はどのように設定していますか?
A3. ABS樹脂は熱可塑性樹脂のため、切削熱による変形を防ぐことが重要です。当社では適切な切削条件と適切な冷却により、熱変形を最小限に抑えた精密加工を実現しています。
Q4. 試作品から量産まで対応可能ですか?
A4. 1個からの試作品製作から、数百個規模の量産まで対応可能です。試作段階での設計変更や仕様調整にも柔軟に対応し、量産時の品質安定性も確保いたします。
Q5. 印刷・塗装・メッキなどの後処理も依頼できますか?
A5. はい、対応可能です。ABS樹脂は印刷乗りがよく、塗装性・メッキ性に優れた素材です。お客様のご要望に応じて、各種印刷、各種塗装、メッキ処理など、幅広い後処理をご提案いたします。
Q6. 他の樹脂素材との使い分けはどうすればよいですか?
A6. 耐熱性を重視する場合はPC樹脂、軽量性を重視する場合はPP樹脂をお勧めします。しかし、バランス性能とコストパフォーマンスを重視する場合は、ABS樹脂はよい選択と言えます。
Q7. 納期はどの程度かかりますか?
A7. 試作品の場合は1-2週間、量産品の場合は2-4週間が標準納期です。お急ぎの場合は特急対応も可能ですので、まずはお気軽にご相談ください。
製品製作依頼をお考えの方へ
コスト削減のポイント
1. 設計段階での最適化
- 肉厚の統一: 不必要な肉厚変化を避けることで加工時間を短縮
- R形状の活用: 角部にRを設けることで工具寿命を延長し、仕上がりも向上
- 加工方向の考慮: 5軸加工の特性を活かした設計により工程数を削減
2. 材料選択のコツ
- 板厚の標準化: 汎用的な板厚を選択することで材料コストを抑制
- グレード選択: 用途に応じた適切なABS樹脂グレードの選択で無駄を排除
3. 数量による価格メリット
- 試作から小ロット生産への移行: 同一設計での継続発注により単価を削減
- 類似品のまとめ発注: 関連製品を同時発注することで効率化
スムーズな進行のための準備
1. 図面・データの準備
- 3次元CADデータ: STEP形式、IGES形式での提供が理想的
- 詳細仕様書: 精度要求、表面処理、数量、納期の明記
2. 事前相談の活用
- 設計レビュー: 加工性を考慮した設計改善提案
- コストシミュレーション: 複数案での比較検討







