




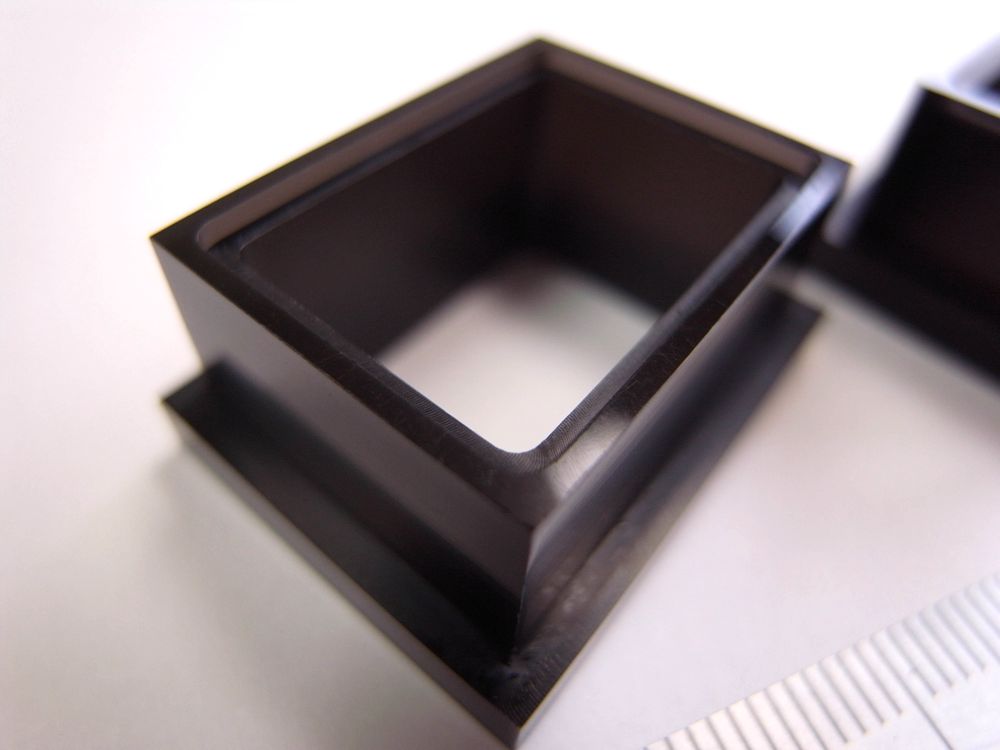
黒色アクリル(PMMA)15t板を3軸マシニングで削り出した精密加工事例です。14×23×29mmの部品に、内角R1以下の四角穴加工まで高精度に対応しています。
この記事の要点
- 黒色アクリル(PMMA)15t板を使用した削り出し事例
- 3軸マシニングで外形・段・貫通四角穴を加工
- 内角R1以下指定に細径ロングのフラットエンドミルで対応
- 完成品の外寸は14×23×29mm
- 関連:アクリル加工事例一覧、アクリルケース加工事例一覧、マシニング加工事例一覧、四角穴加工事例一覧

仕様が一目で分かる
| 項目 | 内容 |
|---|---|
| 素材 | 黒色アクリル(PMMA)15t板 |
| 外形寸法・精度要件 | 14×23×29mm、中央の貫通四角穴は内角R1以下指定 |
| 加工内容 | 削り出し加工、外形加工、段加工、貫通四角穴加工 |
| 加工設備 | 3軸マシニングセンター |
| 仕上げ | 細径ロングのフラットエンドミルで高精度に仕上げ、全エッジに糸面取り |
| ロット | 1個からの小ロット対応 |
※ 寸法は完成品の代表値です。公差は図面仕様に応じて確認となります。
▶ 過去のアクリル精密切削加工事例は、アクリル精密切削加工の一覧ページをご覧ください。
▶ アクリル樹脂(PMMA)の特性・物性は、アクリル素材解説ページへ。
アクリル削り出し加工の詳細
黒色アクリル板材を3軸マシニングセンターで精密切削した特注部品です。紙図面をCAD/CAMで3次元NCプログラム化し、高精度な削り出し加工を実現しています。中央部の貫通四角穴は内角R1以下という厳しい仕様でしたが、細く長いフラットエンドミルで高精度な仕上げを達成しました。
▶ 他のアクリル加工事例も掲載しています。アクリル加工の一覧ページをご覧ください。
アクリル切削加工の工程
- 図面データ化と工程設計 – 紙図面をCADデータ化し、最適な加工順序と工具経路を設計
- NCプログラム作成 – CAMシステムで3次元NCプログラムを作成
- 素材セッティング – 黒色アクリル板材をマシニングセンターに固定し、基準面を設定
- 表面平面切削 – フルバックカッターで表面を平坦に仕上げ、厚み精度を確保
- 外径切削加工 – フラットエンドミルで外形を切削し、外周形状を成形
- 段加工 – 外周部と中央部の段差をフラットエンドミルで精密に削り出し
- 貫通四角穴加工 – 内角R1以下の仕様に対応するため、細径長尺エンドミルで四角穴加工を高精度に実施
- 糸面取り – 全エッジ部分に微細な面取りを施し、安全性と美観を向上
- 検査 – 測定器やノギス等で寸法精度を確認し、図面仕様との適合性を検証
- 洗浄・梱包 – 切削液や切粉を除去後、傷防止対策を施して梱包
アクリル切削加工の注意点
- 切削速度と送り速度の最適化 – アクリルは熱可塑性のため、切削熱による溶融・変形を防ぐ条件設定が必須
- 工具選定 – 内角R1以下の精密加工には、剛性が高く振れの少ない細径エンドミルを選定
- クーラント – 切削熱の除去と切粉排出のため、エアブローまたは水溶性クーラントを使用
- 固定方法 – アクリル板は比較的軟質なため、過度な締め付けによる変形を避け適切な治具で固定
- 切粉の除去 – 再切削による表面粗さ悪化を防ぐため、切粉を迅速に排出する工具経路を設計
- 段取り精度 – 複数面加工時の基準面管理を徹底し、各面の位置精度を確保
- 仕上げ条件 – 最終工程は低送り・高回転で表面粗さを向上
使用したアクリル樹脂
本製品には、黒色のアクリル樹脂板材(PMMA:ポリメタクリル酸メチル樹脂)を使用しています。今回のような15t板からの削り出し加工では、アクリルの寸法安定性と切削後の外観の良さを活かしやすく、外形加工・段加工・貫通四角穴加工を組み合わせた精密部品にも適しています。
アクリル樹脂には押出グレードとキャストグレードの2製法があり、色も透明・半透明・不透明・パール・蛍光色など多様です。板厚は1mmから数十mmまで対応可能です。
詳しい特性や種類は、「樹脂加工ドットコム」のアクリル樹脂解説ページをご覧ください。
アクリル樹脂(PMMA)の特性
- 良好な機械加工性:切削時のバリが少なく、複雑形状や精密加工に適した素材です。今回のような削り出し加工や内角Rの厳しい形状にも対応しやすい特性を持ちます。
- 表面硬度と耐擦傷性:一般的な樹脂と比較して表面が硬く、傷がつきにくい特性があります。加工後も外観品質を維持しやすく、意匠性が求められる部品に適しています。
- 電気絶縁性:優れた絶縁性能を持ち、電子機器部品や絶縁部品として幅広く利用されます。
- 軽量性:比重約1.19と軽量で、金属代替材料として軽量化設計に貢献します。
- 着色の自由度:透明だけでなく、今回のような黒色をはじめ多様な色に対応でき、識別性や外観設計にも適しています。
- 優れた耐候性:屋外環境でも長期間使用可能で、紫外線による劣化や黄変が少ない素材です。
- 高い透明性と光学特性:透明グレードではガラスに匹敵する透過率を持ち、光学用途にも使用されます(※本事例では黒色材のため非透過)。
アクリル樹脂の主要物性値
| 物性項目 | 単位 | 数値 |
|---|---|---|
| 比重 | – | 1.19 |
| 引張強度 | MPa | 72 |
| 引張弾性率 | GPa | 3.2 |
| 曲げ強度 | MPa | 110 |
| 曲げ弾性率 | GPa | 3.1 |
| 衝撃強度(アイゾット) | kJ/m2 | 2.0 |
| ロックウェル硬度 | HRM | 100 |
| 熱変形温度(1.82MPa) | ℃ | 100 |
| 線膨張係数 | ×10-5/℃ | 7.0 |
| 熱伝導率 | W/(m・K) | 0.19 |
| 吸水率(24時間) | % | 0.3 |
| 体積抵抗率 | Ω・cm | >1014 |
| 可視光線透過率(透明) | % | 93 |
| 屈折率 | – | 1.49 |
※ 数値は代表値であり、保証値ではありません。グレードや測定条件により変動する場合があります。
アクリル樹脂と他素材の比較
アクリル樹脂(PMMA)を他の主要素材と比較し、材料選定における優位性を示します。
| 物性項目 | アクリル (PMMA) |
ポリカーボネート (PC) |
ABS樹脂 | アルミニウム (A5052) |
|---|---|---|---|---|
| 比重 | 1.19 | 1.20 | 1.05 | 2.68 |
| 引張強度(MPa) | 72 | 60 | 45 | 195 |
| 引張弾性率(GPa) | 3.2 | 2.3 | 2.1 | 70 |
| 衝撃強度(kJ/m2) | 2.0 | 75 | 18 | – |
| 熱変形温度(℃) | 100 | 130 | 95 | – |
| 光線透過率(%) | 93 | 88 | 不透明 | 不透明 |
| 耐候性 | 優 | 良 | 可 | 優(処理要) |
| 切削加工性 | 優 | 良 | 優 | 優 |
| 表面硬度 | 良 | 可 | 可 | 優 |
| 電気絶縁性 | 優 | 優 | 優 | 導電性 |
| 相対コスト | 中 | 高 | 低 | 中 |
| 加工品事例 | アクリル加工品事例 | ポリカーボネート加工品事例 | ABS樹脂加工品事例 | – |
※ 数値は代表値です。グレードや測定条件により変動します。
アクリル樹脂の優位点
- 最高レベルの透明性 – 可視光線透過率93%は全プラスチック中トップクラス
- 高い剛性 – 引張弾性率3.2GPaはPC(2.3GPa)やABS(2.1GPa)を上回る
- 優れた耐候性 – 長期屋外使用でも黄変や劣化が少ない
- 軽量でコストバランスが良い – アルミニウムの約1/2の重さで材料コストも比較的リーズナブル
- 良好な表面硬度 – 樹脂の中では傷つきにくく、研磨による鏡面仕上げが可能
- 加工性が良い – 切削、穴あけ、ねじ切りなど各種機械加工が容易
- 電気絶縁性 – 金属では不可能な絶縁部品の製作が可能
アクリル樹脂の長所と短所
| 長所 | 短所 |
|---|---|
| ● 全プラスチック中最高の透明性(93%透過率) | ● 衝撃に弱い(PCの約1/40の衝撃強度) |
| ● 優れた耐候性(10年以上の屋外耐久性) | ● 耐熱温度が低い(連続使用80℃程度) |
| ● 表面硬度が高い(樹脂の中では傷つきにくい) | ● 溶剤に弱い(有機溶剤で溶解・膨潤) |
| ● 高い剛性(引張弾性率3.2GPa) | ● 熱膨張係数が大きい(金属の約10倍) |
| ● 優れた加工性(切削・熱成形・接着が容易) | ● 静電気を帯びやすい(埃が付着しやすい) |
| ● 軽量(ガラスの約1/2の重さ) | ● 吸湿性がある(寸法変化の可能性) |
| ● 着色自由度が高い(透明~不透明まで) | ● 応力亀裂が発生しやすい(内部応力に注意) |
| ● 電気絶縁性に優れる | ● 接着剤の選定が限定的(溶剤系が主) |
※ 長所と短所を理解した上で、用途に応じた設計と加工を行うことでアクリル樹脂の特性を最大限に活かせます。
アクリル加工のトラブルと対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 切削面の溶融・白化 | 切削速度過大、切粉排出不良 | 適切な切削条件設定とエアブロー・クーラントで切削熱を管理 |
| 割れ・クラック | 内部応力、急激な温度変化、過度の固定 | 焼鈍処理済み素材の使用、適切な治具設計、段階的な加工 |
| 寸法精度の悪化 | 熱膨張による変形、固定時の歪み | 加工中の温度管理、適切な固定力調整、仕上げ代の確保 |
| 穴あけ時のバリ・欠け | 工具摩耗、送り速度の不適切 | 専用ドリルの使用、下穴加工の実施、段階的な穴あけ |
| ねじ山の破損 | タップ選定ミス、切削油不足 | 樹脂用タップ選定、切削油使用、下穴径の精密管理 |
| 表面の傷・曇り | 切粉の再切削、工具不適切、養生不足 | 切粉の迅速な排出、鋭利な工具使用、保護フィルム活用 |
| 反り・変形 | 内部応力の解放、一方向のみの加工 | 両面加工の実施、養生期間確保、段階的な除去 |
アクリル樹脂加工でお困りの際は、ぜひお気軽にご相談ください。
アクリル切削加工が活躍する分野
今回のような黒色アクリル(PMMA)の精密削り出し部品は、透明性よりも外観の落ち着きや識別性、寸法精度が求められる場面で使われます。特に、小型部品や内角Rの厳しい形状を含む試作・特注部品と相性のよい加工方法です。
主な加工実績分野
- 試作・開発部品 – 形状確認や組付け検証を行うための小ロット部品
- 電子・電気機器向け部品 – 絶縁性と加工性を活かした保持部品・スペーサー・カバー類
- 検査・実験装置部品 – 位置決め部品、押さえ部品、治具部品などの特注品
- 外観性が求められる特注部品 – 黒色材の落ち着いた見た目を活かした機構部品やカバー類
図面支給によるオーダーメイド製作に対応。お見積り・ご相談は無料ですので、お気軽にお問い合わせください。
よくある質問(FAQ)
Q1. アクリル樹脂の黒色板材は、透明グレードと比べて物性に違いはありますか?
A1. 基本的な物性に大きな違いはありません。黒色は顔料添加による着色ですが、PMMAの引張強度・曲げ強度・熱変形温度などは維持されます。透明性は失われ遮光性を持つようになります。切削加工性や表面仕上げ性も透明グレードと同様に優れています。
Q2. 内角R1以下という厳しい仕様は、どのように実現しているのですか?
A2. φ2以下の細径長尺エンドミルを使用することでR1以下を実現しています。細径工具は折損リスクがあるため、送り速度や切り込み量を慎重に設定し、CAMプログラムで工具経路を最適化して工具への負担を最小限にしています。
Q3. アクリル樹脂の切削加工で最も注意すべきポイントは何ですか?
A3. 最大の注意点は切削時の発熱管理です。アクリルは熱伝導率が低く、切削熱が局所に蓄積して溶融や変形を招きます。適切な切削条件、エアブローや切削液による冷却、鋭利な工具の使用、切粉の速やかな排出が重要です。固定力が過大にならないよう治具設計にも配慮します。
Q4. 紙図面からCAD/CAMでのプログラム作成は、どのような流れですか?
A4. 紙図面をCAD化して3次元モデルを作成し、公差や表面粗さを確認します。次にCAMソフトで使用工具と加工順序を決めてNCプログラムを作成し、シミュレーションで干渉確認後、マシニングセンターに転送して加工を開始します。
Q5. アクリル樹脂とポリカーボネートの使い分けの基準を教えてください。
A5. 透明性と耐候性重視ならアクリル、耐衝撃性重視ならポリカーボネートが基本です。屋外看板やディスプレイにはアクリル、安全カバーなど衝撃を受ける用途にはポリカーボネートが適しています。コスト面ではアクリルがやや有利です。
Q6. 図面が無い場合でも加工依頼は可能ですか?
A6. はい、可能です。現物サンプルをお送りいただければ当社で実測してCAD図面を作成します。スケッチや寸法メモ、写真からの図面化にも対応しています。用途や機能をヒアリングし、最適な形状・寸法・公差を提案いたします。
Q7. 1個からの小ロット加工にも対応していますか?
A7. 1個からの小ロット加工に対応しております。試作品や実験用サンプル、交換用部品など少量生産のニーズにも柔軟にお応えします。金型不要の削り出し加工で初期費用を抑えられ、急ぎの案件にも対応可能です。
Q8. アクリル樹脂の表面を鏡面仕上げにすることは可能ですか?
A8. はい、可能です。切削加工後にバフ研磨加工を行うことで鏡面仕上げを実現できます。透明グレードではガラスに近い透明感、黒色グレードでも光沢のある美しい仕上がりになります。手作業中心のため加工時間とコストは増加します。
Q9. アクリル樹脂は屋外での使用に耐えられますか?
A9. 屋外使用に非常に適した素材です。10年以上使用しても黄変や劣化がほとんど見られません。ただし衝撃には弱いため設置・固定方法には配慮が必要です。温度変化による膨張・収縮を考慮し、固定部に遊びを持たせる設計を推奨します。
Q10. 切削加工と射出成形、どちらを選ぶべきですか?
A10. 生産数量と製品形状で判断します。切削加工は金型不要で初期費用が安く、小ロットや試作に最適です。射出成形は数千個以上の大量生産で単価メリットがあります。本製品のような特注部品や小~中ロットの場合は切削加工が有利です。
Q11. 加工後の寸法精度はどの程度まで保証できますか?
A11. アクリルのマシニング加工では、一般公差±0.1mm、精密加工で±0.05mm~±0.02mmの精度を実現しています。アクリルは温度変化による寸法変動(線膨張係数7~8×10-5/℃)があるため、使用環境温度を考慮した設計と測定時の温度管理が重要です。
Q12. 見積もりから納品までの期間はどのくらいですか?
A12. 見積書提出まで1~2営業日、加工から納品まで5~7営業日が標準的な目安です。特急対応も可能で、最短2~4営業日の納品実績もございます。見積もり時に納期をご相談いただければ最速スケジュールを提案いたします。
ご注文から納品までの流れ
- 図面・仕様の確認 – PDF図面、現物、スケッチなどをもとに加工内容を確認します。
- お見積もり – 材料、形状、数量、希望納期を踏まえて見積書を提出します。
- CAD/CAM・加工準備 – 図面内容をもとに加工データと段取りを作成します。
- 切削加工・検査 – 3軸マシニングセンターで加工し、寸法・外観を確認します。
- 梱包・納品 – 傷防止に配慮して梱包し、納品書・検査成績書を同梱します。
まとめ
本製品は、アクリル樹脂(PMMA)の特性を活かし、3軸マシニングセンターで精密切削加工した特注部品です。当社では図面支給による1個からの小ロット対応が可能で、本製品のような内角R1以下の精密加工や複雑な段形状の加工にも対応いたします。
樹脂加工に関するお困りごとがございましたら、ぜひ当社にご相談ください。
電話での問い合わせは 0553-33-6927 まで


