




PTFE切削加工品|テフロン特注部品
- プラスチック加工品例 -
PTFE切削加工品|テフロン特注部品
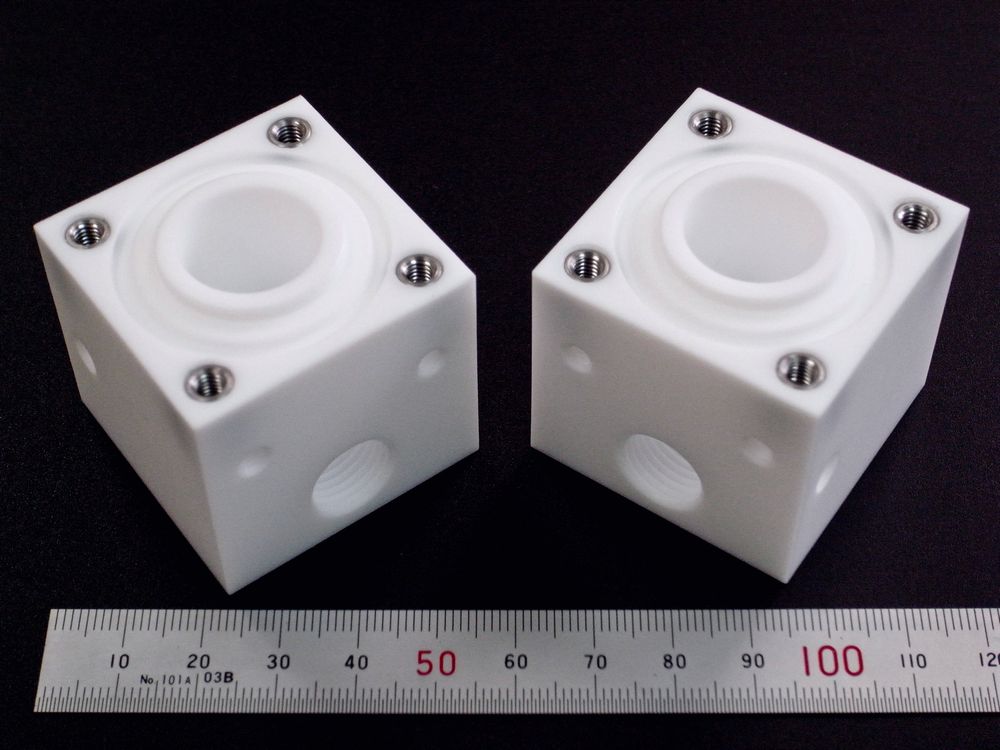
こちらのPTFE(テフロン)特注切削加工品は、40×40×38mmのブロックに、深穴・Oリング溝・M4エンザート・M5ねじ・Pg7ねじなどを集約した精密部品です。変形しやすいPTFEに対しても、専用治具・専用工具・最適切削条件により高精度加工を実現し、耐薬品性・耐熱性・電気絶縁性を活かした用途に対応します。
この記事の要点
- PTFE(テフロン)を使用した40×40×38mmの特注切削加工品で、 深穴・Oリング溝・M4エンザート・M5ねじ・Pg7ねじを集約した高機能ブロック形状です。
- 3軸マシニングセンターとPTFE専用工具により、 熱膨張が大きく弾性変形しやすいPTFEでも高精度加工を実現しています。
- 超低摩擦性・耐薬品性・耐熱性・電気絶縁性などのPTFE特性を活かし、 過酷環境向けの特注精密部品として優れた性能を発揮します。
- 半導体・化学・医療・食品・電子などの分野で、 PTFE特注部品として多数の製作実績があります。
- 関連情報: PTFE加工事例一覧、Oリング溝加工事例一覧、エンザート挿入事例一覧、ねじ切り加工事例一覧、ふっ素樹脂素材解説

| 項目 | 内容 |
|---|---|
| 素材 | PTFE(ポリテトラフルオロエチレン/テフロン) 樹脂板 40t |
| 外形寸法 | 40×40×38mm |
| 加工内容 | 深穴加工、Oリング溝加工、M4エンザート挿入×4、M4ねじ×4、M5ねじ×2、Pg7ねじ×1 |
| 加工設備 | 3軸マシニングセンター、タッピング盤 |
| 仕上げ | 手作業によるバリ取り、糸面取り |
| 図面支給 | Fax支給図面をもとに加工計画を作成 |
| ロット | 1個からの小ロット対応 |
※上記は本文掲載内容に基づく代表仕様です。詳細寸法・公差・検査項目は図面指示に応じて個別対応いたします。
PTFE切削加工の詳細技術解説
当社では、PTFE(ポリテトラフルオロエチレン)の精密切削加工において、長年培った専門技術と豊富な実績を有しています。本製品は、40mm×40mm×38mmの複雑な形状に対し、3軸マシニングセンターによる高精度加工とエンザート挿入技術を組み合わせた特注精密部品です。
PTFE樹脂は柔軟で弾性変形しやすい特殊素材であるため、一般的な金属加工とは全く異なる専門ノウハウが必要です。特に熱膨張係数が金属の5〜10倍も高いため、加工中の温度管理が極めて重要となります。当社では、PTFE専用の超硬工具と最適化された切削条件により、高精度な寸法管理を実現しています。
本製品では、側面にM4を4箇所、M5を2箇所、Pg7ねじ(ドイツDIN規格40430電線管ねじ)を1箇所に施工しました。そして、上面にM4エンザートを4箇所に挿入し、柔らかいPTFE樹脂に確実なねじ強度を確保しました。さらに、直径φ18×深さ35mmの深穴加工と幅2.5mm×深さ1.5mmの精密Oリング溝加工により、高い気密性能を実現しています。
PTFE切削加工工程ステップ
- 図面解析と加工計画 – Fax支給図面の詳細確認とCAMプログラム作成、工具経路の最適化
- 材料準備と品質確認 – PTFE板材(40t)の品質検査と必要寸法への粗取り加工
- 治具設計と固定 – PTFE特有の弾性変形を防ぐ専用治具による確実なワーク固定
- 外形粗加工 – フルバックカッター(正面フライス)による6面フライス加工で外形形状を決定
- 中仕上げ加工 – ドリル・エンドミルによる穴あけ加工、溝加工などの形状創成
- 精密仕上げ加工 – 最終寸法への高精度仕上げ、Oリング溝加工など
- 側面タップ加工 – タッピング盤によるM4×4箇所、M5×2箇所、Pg7×1箇所のねじ切り加工
- エンザート挿入 – セルフタッピング式SUS製M4エンザート×4箇所の手作業挿入
- バリ取り・仕上げ処理 – 手作業による丁寧なバリ取りと糸面取り
- 最終検査 – 寸法測定、外観検査、機能確認による品質保証
PTFE切削加工で注意すべき重要ポイント
- 温度管理の徹底 – 加工熱による寸法変動を防ぐため、適切な冷却と室温管理を実施
- 切削速度の最適化 – 高速回転によるヒートダメージを避ける低速・低送り条件の設定
- PTFE専用刃物の使用 – 超硬エンドミル・ドリルによる精密加工とバリ発生の抑制
- 固定法の工夫 – 適切なクランプ圧とバックアップ治具による弾性変形の防止
- 切削油剤の選定 – PTFE適応クーラントによる表面品質の向上と工具寿命の延長
- クリープ対策 – 長時間固定による変形を避ける加工時間の最適化
本製品で使用したPTFE樹脂について
本製品にはPTFE(ポリテトラフルオロエチレン)樹脂の40t板材を使用しています。PTFEは「テフロン」の商標名で広く知られるフッ素樹脂の代表格であり、連続使用温度260℃という卓越した耐熱性とほぼ全ての化学薬品に対する耐性を持つ特殊素材です。
PTFE樹脂には、用途に応じて様々なバリエーションが存在します。純PTFE(バージンPTFE)のほか、ガラス繊維充填PTFE(機械的強度・寸法安定性向上)、カーボン充填PTFE(耐摩耗性・熱伝導性向上)、青銅充填PTFE(高荷重対応)、MoS2充填PTFE(超低摩擦)など、多彩なグレードをご用意しています。
PTFEおよびふっ素樹脂の詳しい特性や種類については、ふっ素樹脂(テフロンほか)素材解説ページをご覧ください。
PTFE樹脂の特性と優位性
PTFE(ポリテトラフルオロエチレン)は、フッ素と炭素のみで構成された化学的に極めて安定したフッ素樹脂です。連続使用温度260℃、融点327℃という驚異的な耐熱性を誇り、高温環境でも安定した性能を長期間維持します。
摩擦係数0.05〜0.1という固体中最小レベルの超低摩擦性により、潤滑剤なしでも滑らかな摺動が可能です。表面エネルギーが極めて低いため、汚れや薬品が付着しにくい非粘着性を示し、メンテナンスフリーの用途に最適です。
ほぼ全ての化学薬品に対して耐性を示し、強酸・強アルカリ・有機溶剤にも侵されることがありません。半導体製造装置や化学プラントなど、過酷な環境下での使用実績が豊富です。
体積抵抗率1×1018Ω・cmという卓越した電気絶縁性により、電子部品から高電圧機器まで幅広く使用されています。誘電率も2.1と低く、高周波回路基板などの用途に適しています。
また、耐候性・難燃性にも優れ、屋外環境や厳しい条件下でも長期間安定した性能を発揮します。これらの特性により、PTFEは他の樹脂や金属では実現不可能な用途において、唯一無二の選択肢となっています。
PTFE樹脂の主要物性値
| 物性項目 | 数値 | 単位 | 測定規格 |
|---|---|---|---|
| 密度 | 2.13〜2.20 | g/cm3 | JIS K7112 |
| 融点 | 327 | ℃ | JIS K6935 |
| 連続使用温度 | 260 | ℃ | JIS K7726 |
| 熱膨張係数 | 10〜20 | ×10-5/K | ASTM D696 |
| 引張強度 | 20〜35 | MPa | JIS K7162 |
| 伸び | 200〜400 | % | JIS K7162 |
| 摩擦係数(対鋼材) | 0.05〜0.1 | − | JIS K6935 |
| 体積抵抗率 | >1018 | Ω・cm | JIS K6911 |
| 誘電率(1MHz) | 2.1 | − | JIS K6935 |
| 熱伝導率 | 0.23 | W/m・K | JIS A1412 |
※出典:日本弗素樹脂工業会公表データ
PTFE・他樹脂・金属との比較表と優位性分析
| 比較項目 | PTFE | POM樹脂 | PEEK樹脂 | SUS316 | A5052 |
|---|---|---|---|---|---|
| 密度(g/cm3) | 2.13〜2.20 | 1.41 | 1.30〜1.32 | 8.00 | 2.68 |
| 連続使用温度(℃) | 260 | 80〜100 | 250 | 800+ | 200 |
| 摩擦係数 | 0.05〜0.1 | 0.2〜0.35 | 0.3〜0.4 | 0.4〜0.6 | 0.4〜0.5 |
| 耐薬品性 | ◎超優秀 | ○良好 | ◎優秀 | △限定的 | △限定的 |
| 電気絶縁性(Ω・cm) | 1018 | 1014 | 1016 | 導電体 | 導電体 |
| 引張強度(MPa) | 20〜35 | 60〜70 | 90〜100 | 480〜650 | 220 |
| 比重あたりコスト | 高 | 低 | 極高 | 中 | 中 |
| 加工性(切削) | ○特殊技術要 | ◎容易 | ○可能 | ○可能 | ◎容易 |
| 加工品事例 | PTFE加工品事例 | POM加工品事例 | PEEK加工品事例 | – | – |
■ PTFE(対象樹脂)■ 他の樹脂素材■ 金属素材
PTFEの圧倒的な優位点
上記比較表から明らかなように、PTFEは複数の特性において他素材を圧倒する性能を示しています。特に超低摩擦性(0.05〜0.1)は固体材料中で最小レベルであり、無潤滑での摺動用途において唯一の選択肢となります。
優れた耐薬品性により、強酸・強アルカリ・有機溶剤など、ほぼ全ての化学薬品に対して耐性を示します。半導体製造装置や化学プラントでの信頼性が実証されており、金属では腐食する環境でも長期使用が可能です。
卓越した電気絶縁性(1018Ω・cm)は、高電圧機器や精密電子部品において必須の特性です。誘電率も2.1と低く、高周波回路基板などの用途にも最適です。これらの特性により、PTFEは「代替不可能な特殊用途」における最適解として、産業界で重要な地位を占めています。
PTFE樹脂の長所・短所分析
| 長所(優れた特性) | 短所(注意すべき特性) |
|---|---|
| 超低摩擦性 摩擦係数0.05〜0.1で、固体材料中最小レベル。無潤滑摺動が可能で、長寿命化に貢献します。 |
機械的強度の低さ 引張強度20〜35MPaと低く、衝撃や高荷重に弱い特性があります。 |
| 優秀な耐薬品性 ほぼ全ての化学薬品に対して不活性。強酸・強アルカリ環境でも安定使用できます。 |
高い熱膨張率 10〜20×10-5/Kと金属の5〜10倍高く、温度変化で寸法変動が大きくなります。 |
| 卓越した耐熱性 連続使用温度260℃、融点327℃の高温耐性を持ち、長期間安定した性能を維持します。 |
加工の困難さ 柔軟で弾性があり、切削時にバリが発生しやすく、専門技術が必要です。 |
| 優れた電気絶縁性 体積抵抗率1018Ω・cmの超高絶縁性により、高電圧機器に最適です。 |
高い材料コスト 一般樹脂の5〜10倍の材料価格で、コスト管理が重要となります。 |
| 非粘着性 表面エネルギー極小で、汚れや薬品が付着せず、メンテナンスフリーです。 |
接着・溶着困難 化学的不活性により、一般的な接着剤では接着できません。 |
| 耐候性・難燃性 屋外環境でも劣化せず、UL94 V-0の難燃性を持ちます。 |
クリープ特性 長時間荷重下で変形が進行しやすく、用途に応じた対策が必要です。 |
PTFE加工でよくあるトラブルと当社の対策
| トラブル | 主な原因 | 当社の対策 |
|---|---|---|
| 寸法精度不良 | 加工熱による膨張・収縮、クリープ変形 | 温度管理徹底と適切な冷却時間確保、使用環境温度での寸法測定実施 |
| バリの発生 | 材質の柔軟性、切削条件不適切 | PTFE専用超硬工具使用と最適切削条件設定、手作業バリ取り実施 |
| ワークの変形 | 固定圧力過大、加工時の弾性変形 | 専用治具による適切固定とバックアップ材使用、加工順序の最適化 |
| ねじ山の破損 | 材料強度不足、繰り返し荷重 | SUS製エンザート挿入による強度確保、適切なねじ深さ設計 |
| 表面粗さ不良 | 工具摩耗、送り速度不適切 | 工具定期交換と切削油剤最適選定、仕上げ加工条件の最適化 |
PTFE加工でお困りの際は、豊富な実績を持つ当社にぜひご相談ください。図面段階からの技術サポートも行っております。
電話での問い合わせは 0553-33-6927 まで
当社のPTFE加工が活躍する分野
半導体製造装置分野では、エッチングガス環境での耐薬品性部品、ウェハー搬送治具、真空チャンバー内部品など、高純度環境に対応した精密部品を製作しています。
化学・医薬品製造分野では、反応容器ライニング部品、配管継手、バルブシート、ポンプ部品など、強酸・強アルカリ環境で使用される耐食部品の加工実績が豊富です。
食品製造・医療機器分野では、FDA規格適合部品、滅菌対応部品、食品接触部品など、安全性と清浄性が要求される用途に対応しています。
電子・電気機器分野では、高周波回路基板、高電圧絶縁部品、コネクタ絶縁体など、優れた電気特性を活かした部品を製作しています。
試作・開発分野では、1個からの小ロット対応により、新製品開発や性能評価用の試作部品製作をサポートしています。射出成形では対応困難な形状も、切削加工なら柔軟に対応可能です。
本製品のような特注精密加工部品は、お客様の図面に基づき、当社の高度な加工技術により一品一様で製作いたします。
主な加工実績分野
【産業分野】 半導体製造装置 / 化学プラント / 医薬品製造装置 / 食品加工機械 / 分析機器 / 計測器 / 真空装置
【電気・電子分野】 高周波機器 / 高電圧機器 / 絶縁部品 / ケーブル関連 / コネクタ部品 / 電子部品実装治具
【自動車・輸送機器】 エンジン部品シール / 燃料系統部品 / ブレーキ系統部品 / 電装部品絶縁材
【試作・研究開発】 新製品試作部品 / 性能評価部品 / 実験装置部品 / 小ロット特注部品
PTFE加工に関するよくあるご質問(FAQ)
Q1. PTFEの切削加工は他の樹脂と比べて何が難しいのでしょうか?
A1. PTFEは熱膨張率が金属材料の5〜10倍も高く(10〜20×10-5/K)、加工中のわずかな温度上昇でも寸法が大きく変動します。また、柔軟で弾性があるため、切削時にビビリやバリが発生しやすい特徴があります。当社ではPTFE専用超硬工具と最適化された切削条件により、これらの課題を克服し、高精度な加工を実現しています。
Q2. エンザート(インサート)の挿入はなぜ必要なのですか?
A2. PTFE樹脂は機械的強度が低く(引張強度20〜35MPa)、直接ねじ切りをするとねじ山が潰れたり破損したりします。セルフタッピング式SUS製エンザートを挿入することで、ステンレス製ねじ穴の強度を確保し、繰り返し締結や高トルクにも対応できます。本製品ではM4エンザートを4箇所に挿入し、確実なねじ強度を実現しています。
Q3. PTFEの加工精度はどの程度まで可能ですか?
A3. 当社では一般公差±0.1mm、精密部位で±0.05mm~0.02mmまでの加工精度を実現しています。ただし、PTFEの高い熱膨張率を考慮し、使用環境温度での寸法管理が重要です。
Q4. 小ロット(1個〜10個程度)でも加工可能でしょうか?
A4. はい、1個からの小ロット加工に対応しています。PTFEの切削加工は、試作や少量生産に最適な加工方法です。図面をいただければ、1〜2営業日でお見積りをご提示いたします。特注精密部品の製作実績が豊富ですので、お気軽にご相談ください。
Q5. PTFEと他のフッ素樹脂(PFAやFEP)との使い分けは?
A5. PTFEは最も耐熱性・耐薬品性が優れ(連続使用温度260℃)、PFAは溶融成形が可能で複雑形状に対応(連続使用温度250℃)、FEPは透明性があり光学用途に適します(連続使用温度200℃)。切削加工では主にPTFEを使用し、用途に応じて最適な素材をご提案いたします。
Q6. 食品グレードのPTFE加工は対応していますか?
A6. FDA規格適合の純PTFEを使用した食品グレード加工に対応しています。食品機械部品、医療機器部品など、高い安全性と清浄性が要求される用途での実績があります。必要に応じて材料証明書(ミルシート)も提供いたします。
Q7. 充填材入りPTFE(ガラス繊維充填など)の加工は可能ですか?
A7. ガラス繊維充填、カーボン充填、青銅充填PTFEなど、各種充填材入りグレードの加工に対応しています。充填材により工具摩耗が激しくなりますが、最適な刃物選択と加工条件により高品質な仕上げを実現します。高荷重用途や寸法安定性が必要な場合は、充填材入りグレードをお勧めします。
Q8. PTFEの接着や他素材との接合は可能ですか?
A8. PTFEは化学的に不活性なため、一般的な接着剤では接着困難な素材です。そのため、機械的嵌合(ボルト止め、圧入など)による接合方法をご提案いたします。
Q9. 高温環境での使用を考えていますが、注意点はありますか?
A9. PTFEは連続使用温度260℃まで対応しますが、高温ではクリープ変形が発生しやすくなります。高温・高荷重の用途ではガラス繊維充填グレード(耐熱性・剛性向上)をお勧めします。また、熱膨張による寸法変化(約1%/100℃)も考慮した設計が必要です。
Q10. 加工時のバリ取りはどの程度まで対応できますか?
A10. PTFEは柔軟でバリが発生しやすい素材ですが、当社では専用刃物と加工条件最適化でバリの発生を最小限に抑え、手作業による丁寧なバリ取りを実施しています。糸面取り(C面取り0.2〜0.5mm程度)も標準で対応し、組立時の安全性と品質を確保します。
Q11. 図面がなくても相談できますか?
A11. はい、概略図やスケッチからでもご相談いただけます。使用用途や要求性能をお聞きし、最適な形状・寸法・材質をご提案いたします。必要に応じて、当社で図面作成も承ります(別途お見積り)。まずはお気軽にご相談ください。
Q12. 納期はどの程度かかりますか?
A12. 加工内容や数量により異なりますが、標準的な部品で5〜7日程度です。材料の在庫状況や加工の複雑さにより前後する場合があります。お急ぎの場合は、状況に応じて特急対応も可能ですので、まずはご相談ください。正確な納期は、お見積時にご提示いたします。
ご注文から納品までの流れ
- お問い合わせ・図面提供 – お問い合わせメールフォームまたはFax(0553-32-1502)にて、加工希望内容と図面データ(PDF、DXF、DWG、IGES、STEP等)をご提供ください。概略図やスケッチからでもご相談可能です。
- 技術検討・お見積り作成 – 図面を基に加工方法・材質・精度を技術的に検討し、1〜2営業日でお見積書を提出いたします。技術的なご質問やご相談にも丁寧にお答えします。
- 正式ご注文・注文書受領 – お見積内容にご納得いただけましたら、注文書をご発行ください。この時点で正式受注となり、製作スケジュールを確定いたします。材料証明書が必要な場合は、注文書にご記載ください。
- 材料手配・加工準備 – 指定材質のPTFE材料を手配し、専用治具の準備やCAMプログラム作成を行います。充填材入りグレードなど特殊材料は、手配に数日要する場合があります。
- 精密切削加工・品質管理 – 3軸マシニングセンターによる精密加工を実施し、各工程でバリ取り・寸法測定・外観検査を行います。エンザート挿入作業も丁寧に実施します。
- 最終検査・出荷準備 – 図面指定の全項目について最終検査を実施します。検査成績書が必要な場合は作成します。梱包・出荷準備を整え、お客様へ出荷予定日をご連絡いたします。
- 製品納品・アフターサポート – 指定の納入先へ確実に納品いたします。納品後も品質に関するお問い合わせや追加加工のご相談に迅速に対応いたします。
まとめ
PTFE(ポリテトラフルオロエチレン)の精密切削加工は、その卓越した特性を最大限に活用するために、高度な専門技術と豊富な経験が必要な特殊加工分野です。当社では3軸マシニングセンターによる高精度加工技術とPTFE専用の加工ノウハウにより、お客様の厳しい要求仕様にお応えしています。
超低摩擦性、優秀な耐薬品性、卓越した耐熱性、優れた電気絶縁性など、PTFEが持つ唯一無二の特性は、化学・半導体・医療・航空宇宙など最先端技術分野において不可欠な材料となっています。これらの特性を十分に活かした部品製作には、材料特性を熟知した専門技術者による適切な加工条件設定と品質管理が欠かせません。
エンザート挿入技術、バリレス仕上げ、温度管理加工など、当社独自の技術により、PTFEの弱点を補完し、実用的で高信頼性の部品を製作いたします。1個からの小ロット対応から量産まで、柔軟な生産体制でお客様のニーズにお応えしています。
図面作成段階からのコンサルティングにより、PTFEの特性を最大限に活用した最適な設計提案も行っております。材質選定・形状設計・公差設定など、技術的なご相談にも積極的に対応し、お客様の製品開発をトータルサポートいたします。
PTFE加工のことなら、豊富な実績と確かな技術力を持つ株式会社三森製作所に安心してお任せください。お客様の技術的課題解決とコスト最適化を実現する、価値ある加工サービスを提供いたします。
電話での問い合わせは 0553-33-6927 まで
[ Oリング溝加工PTFEPTFEマシニング加工PTFE切削加工PTFE加工PTFE精密切削加工インサートインサート加工インサート挿入エンザートエンザート加工エンザート挿入テフロンテフロンマシニング加工テフロン切削加工テフロン加工テフロン精密切削加工ねじ切り加工ねじ加工ふっ素樹脂ふっ素樹脂マシニング加工ふっ素樹脂切削加工ふっ素樹脂加工ふっ素樹脂精密切削加工フライス加工プラスチック切削加工プラスチック加工プラスチック精密切削加工ポリテトラフルオロエチレンポリテトラフルオロエチレンマシニング加工ポリテトラフルオロエチレン切削加工ポリテトラフルオロエチレン加工ポリテトラフルオロエチレン精密切削加工ポリ四ふっ化エチレンポリ四ふっ化エチレンマシニング加工ポリ四ふっ化エチレン切削加工ポリ四ふっ化エチレン加工ポリ四ふっ化エチレン精密切削加工マシニング加工切削加工四ふっ化エチレン四ふっ化エチレンマシニング加工四ふっ化エチレン切削加工四ふっ化エチレン加工四ふっ化エチレン精密切削加工樹脂マシニング加工樹脂切削加工樹脂加工樹脂旋盤加工樹脂精密切削加工溝加工穴あけ加工 ]
加工品例をカテゴリーで見る
お知らせカテゴリー
お客様の声をエリアで見る
営業日カレンダー
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| 日 | 月 | 火 | 水 | 木 | 金 | 土 | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
| ||||||||||||||||||||
定休日


